
Номер по Госреестру СИ: 38906-08
38906-08 Машины трехкоординатные измерительные
(Micra)
Назначение средства измерений:
Машины трехкоординатные измерительные Micra предназначены для измерений геометрических параметров точных небольших деталей сложной формы, отклонения формы и расположения поверхностей элементов деталей в цехах и лабораториях промышленных предприятий.


Внешний вид.
Машины трехкоординатные измерительные
Рисунок № 1
Общие сведения
Дата публикации - 31.03.2023
Срок свидетельства - 13.09.2024
Номер записи -
ID в реестре СИ - 348769
Тип производства - серийное
Описание типа
Поверка
Интервал между поверками по ОТ - 1 год
Наличие периодической поверки - Да
Модификации СИ
Нет модификации, Машины трехкоординатные измерительные, Машина трехкоординатная измерительная Micra, Без модификации, Micra, -,
Производитель
Изготовитель - Фирма "Hexagon Metrology S.p.A."
Страна - ИТАЛИЯ
Населенный пункт -
Уведомление о начале осуществления предпринимательской деятельности - Да
Статистика
Кол-во поверок - 19
Выдано извещений - 1
Кол-во периодических поверок - 12
Кол-во средств измерений - 8
Кол-во владельцев - 5
Усредненный год выпуска СИ - 2018
МПИ по поверкам - 364 дн.
Приказы РСТ, где упоминается данный тип СИ
№1939 от 2018.09.13 О продлении срока действия свидетельств об утверждении типа средств измерений
Наличие аналогов СИ: Машины трехкоординатные измерительные (Micra)
| ИМПОРТНОЕ СИ № в реестре, наименование СИ, обозначение, изголовитель |
ОТЕЧЕСТВЕННЫЙ АНАЛОГ № в реестре, наименование СИ, обозначение, изголовитель |
|---|
Все средства измерений Фирма "Hexagon Metrology S.p.A."
|
№ в реестре cрок св-ва |
Наименование СИ, обозначение, изголовитель | ОТ, МП | МПИ |
|---|---|---|---|
|
38750-08 01.10.2013 |
Машины трехкоординатные измерительные, Prima Фирма "Hexagon Metrology S.p.A." (ИТАЛИЯ ) |
ОТ |
1 год |
|
38798-08 28.05.2024 |
Машины трехкоординатные измерительные, Bravo Фирма "Hexagon Metrology S.p.A." (ИТАЛИЯ ) |
ОТ |
1 год |
|
38906-08 13.09.2024 |
Машины трехкоординатные измерительные, Micra Фирма "Hexagon Metrology S.p.A." (ИТАЛИЯ ) |
ОТ |
1 год |
|
57900-14 22.07.2019 |
Машины трехкоординатные измерительные, DEA Alpha Фирма "Hexagon Metrology S.p.A." (ИТАЛИЯ ) |
ОТ |
1 год |
|
58275-14 28.08.2019 |
Машины трехкоординатные измерительные, DEA Delta Фирма "Hexagon Metrology S.p.A." (ИТАЛИЯ ) |
ОТ |
1 год |
|
63813-16 25.04.2021 |
Машины трехкоординатные измерительные, DEA Global Фирма "Hexagon Metrology S.p.A." (ИТАЛИЯ ) |
ОТ |
1 год |
|
64156-16 06.06.2026 |
Машины трехкоординатные измерительные, TIGO Фирма "Hexagon Metrology S.p.A." (ИТАЛИЯ ) |
ОТ МП |
1 год |
|
66882-17 |
Машина трехкоординатная измерительная, DEA MERCURY DCC R1 мод. 40.16.30 Фирма "Hexagon Metrology S.p.A." (ИТАЛИЯ ) |
ОТ МП |
1 год |
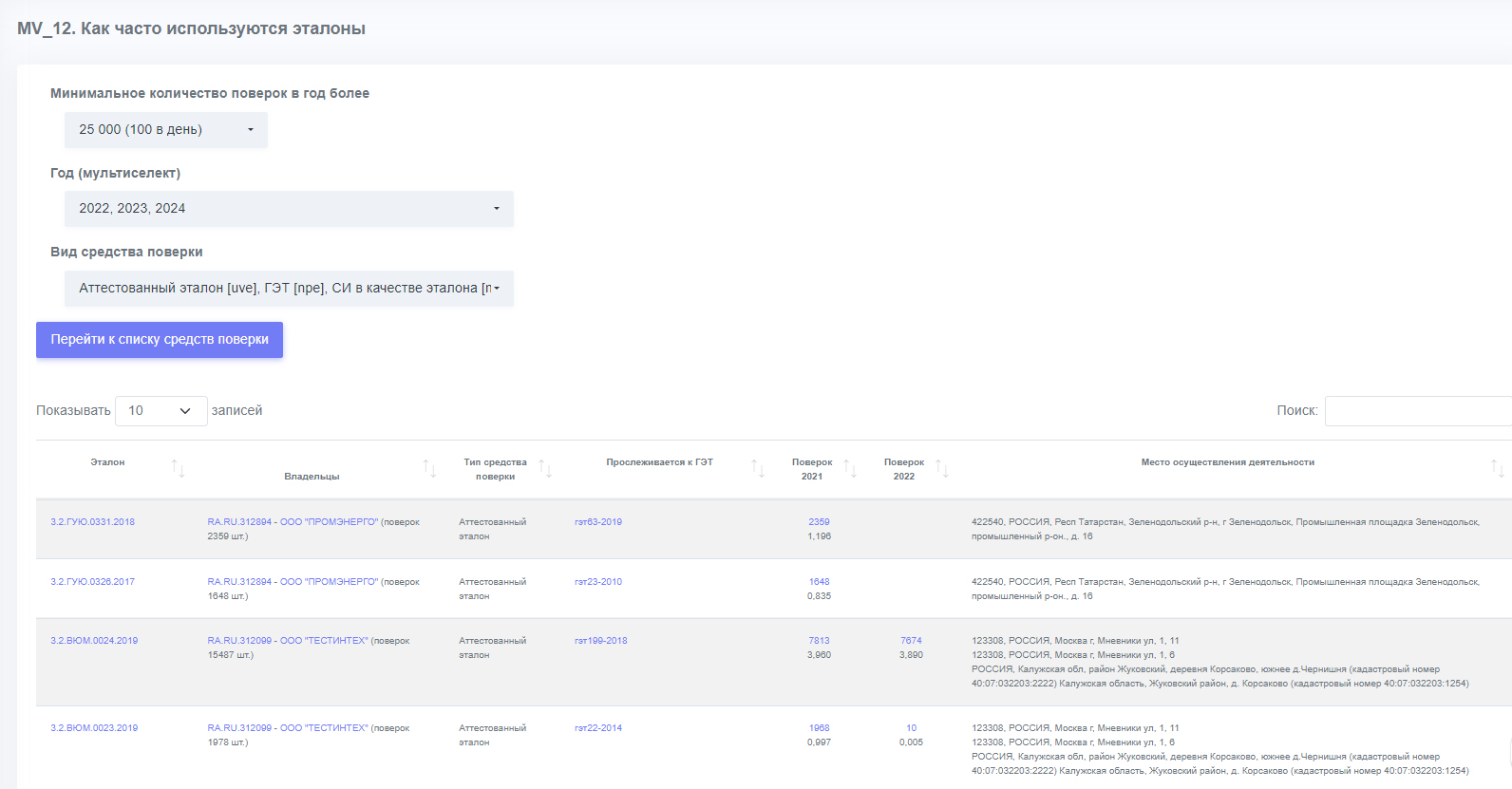
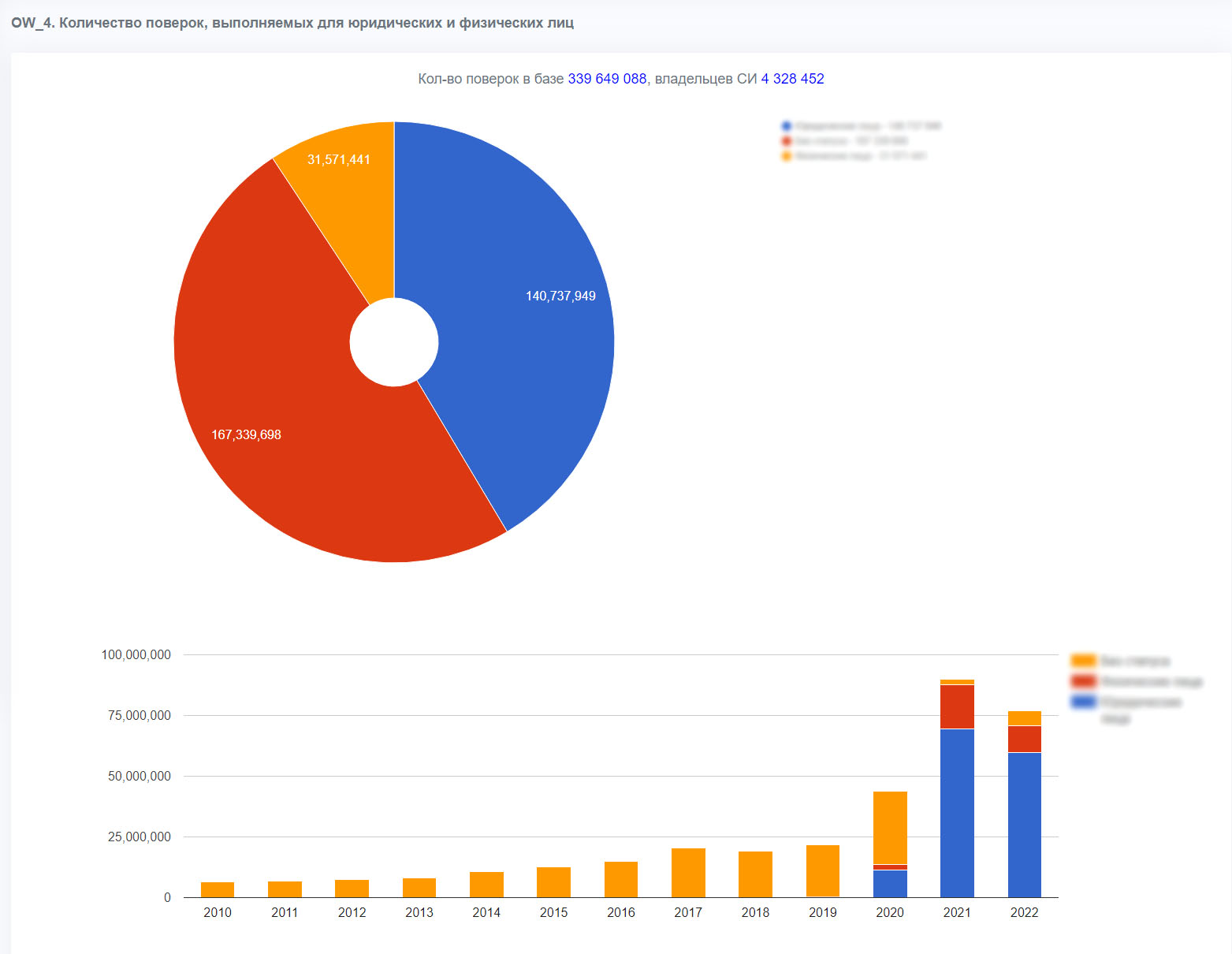
Отчет позволяет оценить частоту использования эталонов в РФ.
Период исследований: 01.01.2020 - н.в.
Анализ проводится по ГЭТ, аттестованным эталонам или СИ, применяемым в качестве эталонов.
Отчет будет особенно полезен при осуществлении надзорной деятельности.
Входными фильтрами являются: минимальное количество поверок в год, год исследования (с функцией множественного выбора) и вид эталона(с функцией множественного выбора).
В отчете присутствуют перекрестные ссылки на иные отчеты.
Кто поверяет Машины трехкоординатные измерительные (Micra)
| Наименование организации | Cтатус | Поверенные модификации | Кол-во поверок | Поверок в 2026 году | Первичных поверок | Периодических поверок | Извещений | Для юриков | Для юриков первичные | Для юриков периодические |
|---|---|---|---|---|---|---|---|---|---|---|
| ФБУ "НИЖЕГОРОДСКИЙ ЦСМ" (RA.RU.311315) | РСТ | 5 | 0 | 4 | 0 | 3 | 0 | 3 | ||
| ООО "АВТОПРОГРЕСС-М" (RA.RU.311195) | 4 | 1 | 3 | 1 | 0 | 0 | 0 | |||
| ФБУ "УДМУРТСКИЙ ЦСМ" (RA.RU.311312) | РСТ | 5 | 0 | 5 | 0 | 5 | 0 | 5 | ||
| ООО "АВТОПРОГРЕСС-М" (RA.RU.311195) | 1 | 0 | 0 | 0 | 0 | 0 | 0 | |||
| ФБУ "НИЖЕГОРОДСКИЙ ЦСМ" (RA.RU.311315) | РСТ | 2 | 0 | 0 | 0 | 0 | 0 | 0 | ||
| ФБУ "УДМУРТСКИЙ ЦСМ" (RA.RU.311312) | РСТ | 1 | 0 | 0 | 0 | 0 | 0 | 0 | ||
| ООО ГРУППА КОМПАНИЙ "НАМ-ГРУПП" (RA.RU.310553) | 1 | 0 | 0 | 0 | 0 | 0 | 0 |
Стоимость поверки Машины трехкоординатные измерительные (Micra)
| Организация, регион | Стоимость, руб | Средняя стоимость |
|---|---|---|
|
ФБУ Костромской ЦСМ Костромская область |
8534 | 16815 |
|
ФБУ Нижегородский ЦСМ Нижегородская область |
25095 | 16815 |
Программное обеспечение
Программное обеспечение специально адаптировано для задач, решаемых на КИМ Micra и включает в себя программу PC DMIS, которая является стандартной для ручного и автоматического измерения.
|
Наименование программного обеспечения |
Идентификационное наименование программного обеспечения |
Номер версии (идентификационный номер) программного обеспечения |
Цифровой идентификатор программного обеспечения |
Алгоритм вычисления цифрового идентификатор а программного обеспечения |
|
PC DMIS |
ROY-CAD++-DCC |
v.2012 |
210DF290 |
Welmec 7.2 |
Знак утверждения типа
Знак утверждения типаЗнак утверждения типа наносят на специальную табличку на задней панели КИМ методом наклейки и на титульный лист руководства по эксплуатации типографским способом.
Сведения о методиках измерений
Сведения о методиках (методах) измерений
Сведения о методах измерений приведены в Руководстве по эксплуатации.
Нормативные и технические документы
Нормативные и технические документы, устанавливающие требования к машинам трехкоординатным измерительным Micra
ГОСТ Р 8.763-2011 «ГСИ. Государственная поверочная схема для средств измерений длины в диапазоне от 1 • 10-9 до 50 м и длин волн в диапазоне от 0,2 до 50 мкм».
Техническая документация фирмы-изготовителя.
Поверка
Поверкаосуществляется в соответствии с МИ 2569-99 «ГСИ. Машины координатно-измерительные портального типа. Методика поверки».
Для проведения поверки необходимы следующие средства измерений и вспомогательное оборудование:
- аттестованная сфера диаметром 30 или 50 мм;
- устройство с концевыми мерами длины .
При операциях поверки также используются программы для проведения операций поверки в автоматическом режиме.
Изготовитель
Фирма Hexagon Metrology S.p.A., Италия
11310095, Strada del Portone, Grugliasco (TO), Italy
Tel +39 011 4025 111
Fax +39 011 7803 254
Web: http://www.hexagonmetrology .com
E-mail: info.dea@hexagonmetrology.com
Испытательный центр
Федеральное государственное унитарное предприятие «Всероссийский научноисследовательский институт метрологической службы» (ФГУП «ВНИИМС»). Адрес: 119361, г. Москва, ул. Озерная, д. 46
Телефон: (495) 437-55-77, факс: (495) 437-56-66,
E-mail: office@vniims.ru
Три направляющие трехкоординатной измерительной машины (КИМ) образуют декартову базовую систему координат X, Y, Z, в которой расположена трехмерная щуповая головка. Конструкция машины портальная, с неподвижным измерительным столом и боковым приводом портала.
Уравновешивание пиноли производится посредством управляемого пневматического цилиндра, что обеспечивает малую инерционность при остановке пиноли.
КИМ комплектуются стандартными измерительными головками фирмы Renishaw -TP200, SP25, PH10MQ и прецизионными сканирующими головками фирмы Leitz - LSP-X3.
Для определения перемещений элементов машины используются стальные шкалы AURODUR (золото на стали). В качестве направляющих элементов применены линейные направляющие, обеспечивающие плавность хода и точность позиционирования. Над направляющими установлены кожуха, защищающие их от загрязнения. Приводы перемещений по направляющим машины осуществляется серводвигателями через передачу зубчатыми ремнями. Перемещения по трем осям осуществляется на воздушных подшипниках.
Программное обеспечение PC-DMIS включает в себя универсальную измерительнорасчетную программу, которая имеет возможность определять геометрические параметры регулярной геометрии элементов различных деталей, таких как окружность, прямая, плоскость, цилиндр, конус, сфер, и их комбинаций и 3D поверхности. Программное обеспечение включает в себя подпрограммы PRO, CAD и CAD++ позволяющих определять координатную систему детали в пространстве машины, отклонение формы и расположения геометрических параметров элементов детали.
Рисунок 1 - Общий вид машин трехкоординатных измерительных Micra
|
Диапазон измерений |
Y, мм Z, мм |
от 0 до 400 от 0 до 500 от 0 до 300 |
|
Габаритные размеры |
ширина, мм |
950 |
|
длина, мм |
1405 | |
|
высота, мм |
2087 | |
|
Масса |
кг |
650 |
|
Допустимая масса измеряемой |
кг |
250 |
|
детали |
|
Предел допускаемой основной погрешности измерений, мкм (L- длина в мм) |
Тип головки |
LSP-X3 |
1,0+L/400 | |
|
PH10MQ/SP25 |
1,0+L/400 | |||
|
PH10MQ/TP200 |
1,5+L/400 | |||
|
Погрешность ощупывания MPEp , мкм |
Тип головки |
LSP-X3 |
1,0 | |
|
PH10MQ/SP25 |
1,2 | |||
|
PH10MQ/TP200 |
1,5 | |||
|
Предел допускаемой погрешности ощупывания при сканировании MPETHP, мкм |
Тип головки |
LSP-X3 |
2,0/120 | |
|
PH10MQ/SP25 |
2,3/120 | |||
|
PH10MQ/TP200 |
- | |||
|
Максимальная скорость перемещения машины |
мм/с |
430 | ||
|
Разрешающая способность измерительной системы |
мкм |
0,039 | ||
|
Обеспечение воздухом |
Давление 0,55 МПа, предварительно очищенный. Расход 7,3 л/мин | |||
|
Максимальная потребляемая мощность |
Вт |
750 | ||
|
Частота |
Гц |
50 / 60 | ||
|
Питание |
В |
115 / 230 | ||
|
Диапазон температур при поверке |
°С |
20 ± 1 | ||
|
Диапазон рабочих температур |
°С |
От 10 до 45 | ||