
Номер по Госреестру СИ: 34993-07
34993-07 Линии автоматизированные измерений и сортировки пружин рессорного комплекта грузовых вагонов
(Лазер-М)
Назначение средства измерений:
Линии автоматизированные измерений и сортировки пружин рессорного комплекта грузовых вагонов «Лазер-М» (далее - линия) предназначены для измерений линейных размеров и сортировки пружин рессорного комплекта грузовых вагонов на предприятиях ОАО «РЖД» в условиях деповского и капитального ремонта в соответствии с инструкцией и методикой, изложенной в РД 32ЦВ 050-96 и ТУ 32ЦВ 868-77 “Ремонт вагонных листовых рессор и пружин”.


Внешний вид.
Линии автоматизированные измерений и сортировки пружин рессорного комплекта грузовых вагонов
Рисунок № 1

Внешний вид.
Линии автоматизированные измерений и сортировки пружин рессорного комплекта грузовых вагонов
Рисунок № 2
Общие сведения
Дата публикации - 08.05.2018
Срок свидетельства - 04.07.2022
Номер записи - 121603
ID в реестре СИ - 344003
Тип производства - серийное
Описание типа
Поверка
Интервал между поверками по ОТ - 1 год
Наличие периодической поверки - Да
Методика поверки
Модификации СИ
Производитель
Изготовитель - ООО "Агроэл"
Страна - РОССИЯ
Населенный пункт - г.Рязань
Уведомление о начале осуществления предпринимательской деятельности - Да
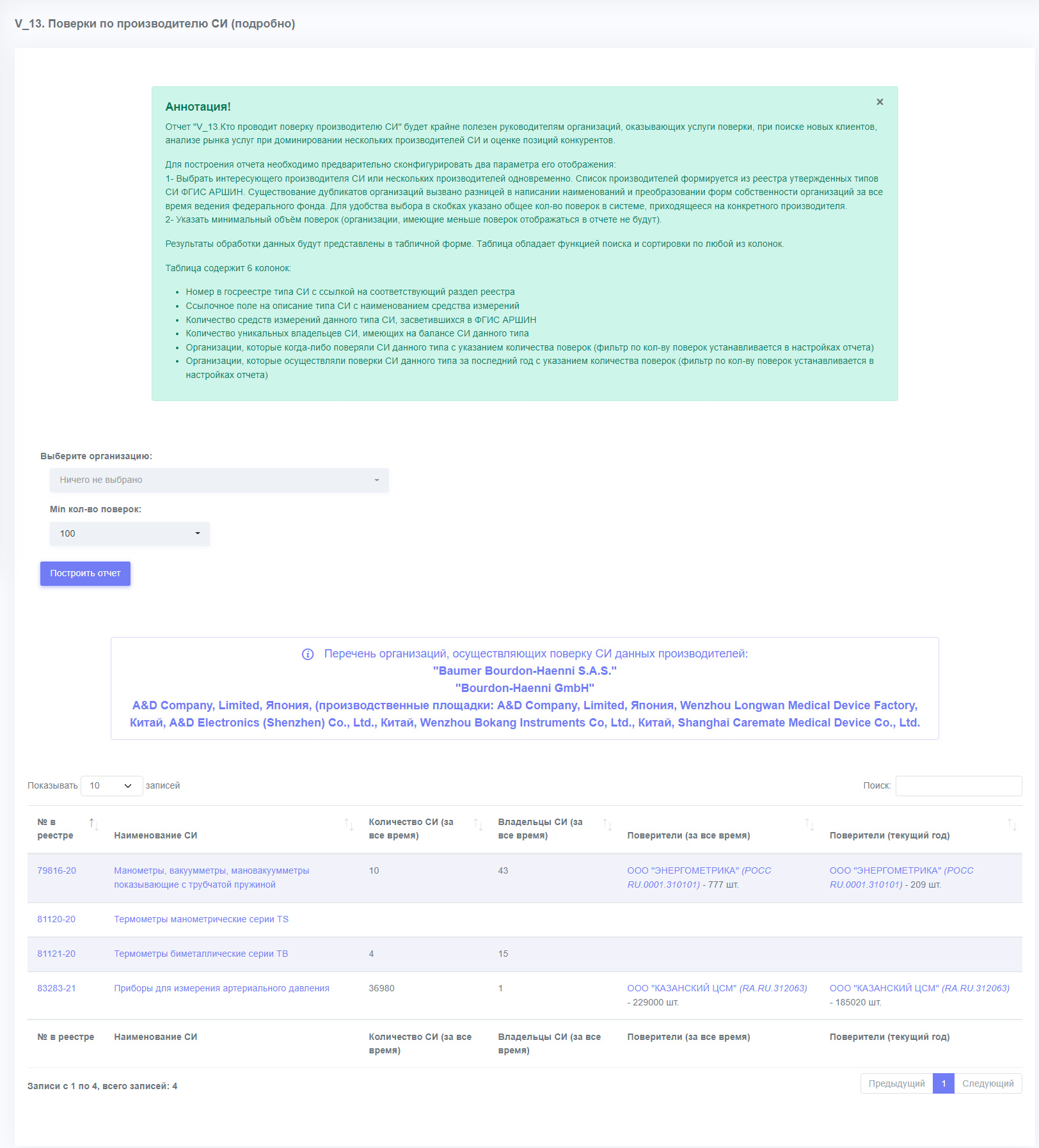
Отчет "V_13 Поверки по производителю СИ (подробно)" будет крайне полезен руководителям организаций, оказывающих услуги поверки, при поиске новых клиентов, анализе рынка услуг при доминировании нескольких производителей СИ и оценке позиций конкурентов.
Для построения отчета необходимо предварительно сконфигурировать два параметра его отображения:
1- Выбрать интересующего производителя СИ или нескольких производителей одновременно. Список производителей формируется из реестра утвержденных типов СИ ФГИС АРШИН. Существование дубликатов организаций вызвано разницей в написании наименований и преобразовании форм собственности организаций за все время ведения федерального фонда. Для удобства выбора в скобках указано общее кол-во поверок в системе, приходящееся на конкретного производителя.
2- Указать минимальный объём поверок (организации, имеющие меньше поверок отображаться в отчете не будут).
Результаты обработки данных будут представлены в табличной форме. Таблица обладает функцией поиска и сортировки по любой из колонок.
Таблица содержит 6 колонок:
- Номер в госреестре типа СИ с ссылкой на соответствующий раздел реестра
- Ссылочное поле на описание типа СИ с наименованием средства измерений
- Количество средств измерений данного типа СИ, засветившихся в ФГИС АРШИН
- Количество уникальных владельцев СИ, имеющих на балансе СИ данного типа
- Организации, которые когда-либо поверяли СИ данного типа с указанием количества поверок (фильтр по кол-ву поверок устанавливается в настройках отчета)
- Организации, которые осуществляли поверки СИ данного типа за последний год с указанием количества поверок (фильтр по кол-ву поверок устанавливается в настройках отчета)
Статистика
Кол-во поверок -
Выдано извещений -
Кол-во периодических поверок -
Кол-во средств измерений -
Кол-во владельцев -
Усредненный год выпуска СИ -
МПИ по поверкам - дн.
Приказы РСТ, где упоминается данный тип СИ
№1463 от 2017.07.04 О продлении срока действия свидетельств об утверждении типа средств измерений
Наличие аналогов СИ: Линии автоматизированные измерений и сортировки пружин рессорного комплекта грузовых вагонов (Лазер-М)
| ИМПОРТНОЕ СИ № в реестре, наименование СИ, обозначение, изголовитель |
ОТЕЧЕСТВЕННЫЙ АНАЛОГ № в реестре, наименование СИ, обозначение, изголовитель |
|---|
Все средства измерений ООО "Агроэл"
|
№ в реестре cрок св-ва |
Наименование СИ, обозначение, изголовитель | ОТ, МП | МПИ |
|---|---|---|---|
|
25372-03 01.08.2008 |
Стенды автоматизированные для испытаний и измерения параметров пружин пассажирских вагонов, Стрела-М ООО "Агроэл" (РОССИЯ г.Рязань) |
1 год | |
|
25372-07 01.10.2012 |
Стенды автоматизированные для измерения и испытания параметров пружин пассажирских вагонов, Стрела-М1 ООО "Агроэл" (РОССИЯ г.Рязань) |
1 год | |
|
25372-14 06.06.2019 |
Стенды автоматизированные для измерения и испытания параметров пружин пассажирских вагонов, Стрела-М1 ООО "Агроэл" (РОССИЯ г.Рязань) |
ОТ |
1 год |
|
26237-03 01.01.2009 |
Установки автоматизированные измерения геометрических параметров тележек, Спрут-М ООО "Агроэл" (РОССИЯ г.Рязань) |
1 год | |
|
26302-04 01.02.2009 |
Установки автоматизированные бесконтактные измерения параметров колесных пар тележек грузовых вагонов, Профиль ООО "Агроэл" (РОССИЯ г.Рязань) |
1 год | |
|
27763-04 01.11.2009 |
Установки автоматизированные измерения геометрических параметров башмаков тормозные, СКАН ООО "Агроэл" (РОССИЯ г.Рязань) |
1 год | |
|
28659-05 01.03.2010 |
Системы автоматизированные контроля геометрических параметров фрикционных клиньев, Клин-М ООО "Агроэл" (РОССИЯ г.Рязань) |
1 год | |
|
29235-05 01.06.2010 |
Установки автоматизированные для измерений и подбора роликов, МАТРИЦА ООО "Агроэл" (РОССИЯ г.Рязань) |
1 год | |
|
30892-05 01.01.2011 |
Установки роботизированные измерений геометрических параметров тележек, Спрут-2 ООО "Агроэл" (РОССИЯ г.Рязань) |
1 год | |
|
30892-14 12.02.2019 |
Установки роботизированные измерений геометрических параметров тележек, Спрут-2 ООО "Агроэл" (РОССИЯ г.Рязань) |
ОТ |
1 год |
|
31903-06 02.04.2018 |
Системы автоматизированные испытания рессорных пружин электропоездов, Лазер-ЭП ООО "Агроэл" (РОССИЯ г.Рязань) |
ОТ МП |
1 год |
|
32895-06 01.11.2011 |
Комплексы автоматизированные контроля геометрических параметров колесных пар грузовых вагонов на ходу, Экспресс-Колесо ООО "Агроэл" (РОССИЯ г.Рязань) |
1 год | |
|
32896-06 01.11.2011 |
Комплексы автоматизированные для контроля геометрических параметров автосцепок, КИТ ООО "Агроэл" (РОССИЯ г.Рязань) |
1 год | |
|
34993-07 04.07.2022 |
Линии автоматизированные измерений и сортировки пружин рессорного комплекта грузовых вагонов, Лазер-М ООО "Агроэл" (РОССИЯ г.Рязань) |
ОТ МП |
1 год |
|
35928-07 01.10.2012 |
Установки автоматизированные измерения параметров колесных пар пассажирских вагонов, ПРОФИЛЬ-П, ПРОФИЛЬ-Б ООО "Агроэл" (РОССИЯ г.Рязань) |
1 год | |
|
39591-08 01.01.2014 |
Линии поточно-автоматизированные измерений, испытаний и подбора комплектов пружин грузовых вагонов, Лазер-КОН ООО "Агроэл" (РОССИЯ г.Рязань) |
ОТ |
1 год |
|
41004-09 01.08.2014 |
Установки диагностики тормозов мобильные, УДТМ ООО "Агроэл" (РОССИЯ г.Рязань) |
ОТ |
1 год |
|
41512-09 01.10.2014 |
Стенды автоматизированные испытаний и измерений пружин, ГНОМ-3 ООО "Агроэл" (РОССИЯ г.Рязань) |
ОТ |
1 год |
|
43959-10 01.04.2015 |
Стенды автоматизированных испытаний и измерений тележек грузовых вагонов, СИОТ ООО "Агроэл" (РОССИЯ г.Рязань) |
ОТ |
1 год |
|
45256-10 01.08.2015 |
Системы диагностики тормозов грузовых составов автоматизированные, АСДТ ООО "Агроэл" (РОССИЯ г.Рязань) |
ОТ |
1 год |
|
62831-15 24.12.2020 |
Стенды автоматизированные испытаний и измерений пружин, ГНОМ и ГНОМ-1 ООО "Агроэл" (РОССИЯ г.Рязань) |
ОТ МП |
1 год |
|
67326-17 02.05.2027 |
Системы диагностики тормозов грузовых составов автоматизированные, АСДТ ООО "Агроэл" (РОССИЯ г.Рязань) |
ОТ МП |
1 год |
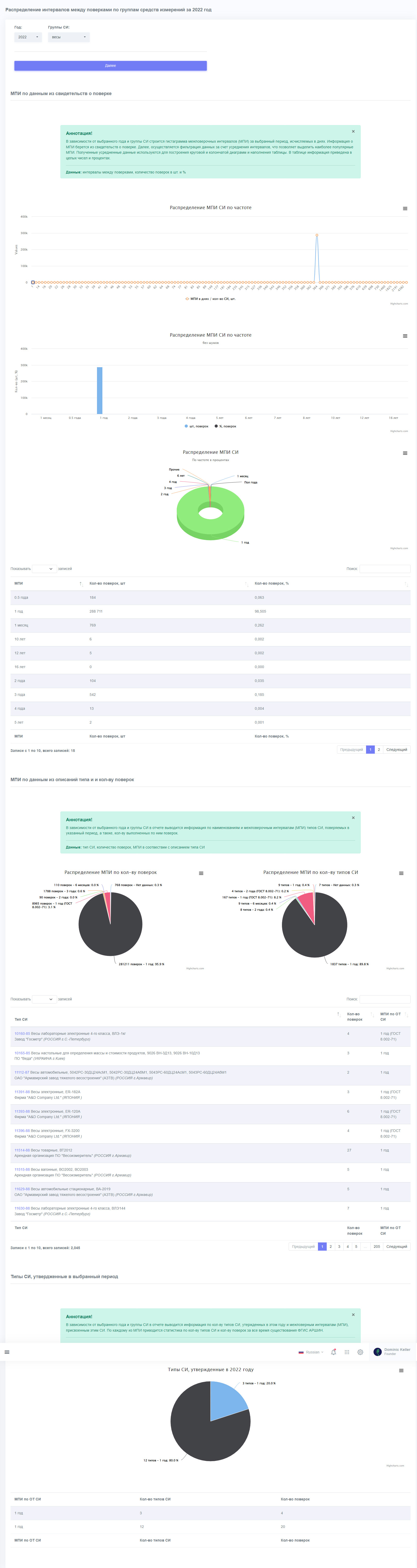
В данном отчете представлена детальная информация о межповерочных интервалах (МПИ) для группы СИ за выбранный год.
Процесс анализа начинается со строительства гистограмм МПИ для каждого типа СИ. Данные для гистограмм берутся из свидетельств о поверке, где указаны интервалы между поверками в днях. После построения гистограмм производится фильтрация данных путем усреднения интервалов для выделения наиболее популярных МПИ. Полученные усредненные данные используются для построения круговых и колончатых диаграмм, а также для заполнения таблицы. В таблице указывается количество поверок в шт. и %, а также усредненные значения МПИ в целых числах и процентах.
Отчет также содержит информацию о наименованиях и МПИ типов СИ, которые были поверены в выбранный период, и количестве выполненных по ним поверок. Эта информация может быть полезна для анализа популярности и использования различных типов СИ.
Кроме того, отчет включает статистику по количеству типов СИ, утвержденных в текущем году, и МПИ, присвоенных этим СИ. По каждому МПИ приводится статистика по количеству типов СИ и количеству поверок за все время существования ФГИС АРШИН. Эта информация может быть использована для оценки популярности новых типов СИ и их использования в будущем.
В целом, данный отчет представляет ценную информацию для профессионалов, работающих с СИ и интересующихся анализом межповерочных интервалов и их использования в различных областях промышленности.
Кто поверяет Линии автоматизированные измерений и сортировки пружин рессорного комплекта грузовых вагонов (Лазер-М)
| Наименование организации | Cтатус | Поверенные модификации | Кол-во поверок | Поверок в 2024 году | Первичных поверок | Периодических поверок | Извещений | Для юриков | Для юриков первичные | Для юриков периодические |
|---|
Стоимость поверки Линии автоматизированные измерений и сортировки пружин рессорного комплекта грузовых вагонов (Лазер-М)
| Организация, регион | Стоимость, руб | Средняя стоимость |
|---|
Программное обеспечение
Программное обеспечение линии обрабатывает поток данных измерения внутри измерительных лазерных датчиков и направляет эти исходные данные на персональный компьютер, расположенный внутри блока управления. Язык программирования Delphi (среда Code Gear Delphi 2007). Операционная система Microsoft Windows 7 Starter.
|
Идентиф |
икационные данные программного обеспечения приведены в таблице: | |||
|
Наименование программного обеспечения |
Идентификационн ое наименование программного обеспечения |
Номер версии (идентификационный номер) программного обеспечения |
Цифровой идентификатор программного обеспечения |
Алгоритм вычисления цифрового идентификатора программного обеспечения |
|
LASER4_33 rc2 |
WinMain.exe |
4.0 |
сЬё470с1039714 62f6b7a31f902de be |
MD5 |
Уровень защиты программного обеспечения оценивается как «С» по
МИ 3286-2010.
Знак утверждения типа
Знак утверждения типананосится на маркировочную табличку, расположенную на корпусе линии и на Руководство по эксплуатации типографским методом.
Сведения о методиках измерений
Сведения о методиках (методах) измерений
Сведения о методах измерений приведены в Руководстве по эксплуатации АЭК 15.00.000РЭ.
Нормативные и технические документы
Нормативные и технические документы, устанавливающие требования к линиям автоматизированным измерений и сортировки пружин рессорного комплекта грузовых вагонов «Лазер-М»
МИ 2060-90 «ГСИ. Государственная поверочная схема для средств измерений длины в диапазоне 140"6 .. .50 м и длин волн в диапазоне 0,2 ... 50 мкм»
АЭК 15.00.000ТУ Технические условия «Линии автоматизированные измерений и сортировки пружин рессорного комплекта грузовых вагонов «Лазер-М».
Поверка
Поверка осуществляется в соответствии с документом по поверке МП 34993-07 «Линииавтоматизированные измерения и сортировки пружин рессорного комплекта грузовых вагонов «Лазер-М». Методика поверки», утвержденным ГЦИ СИ ФГУП ВНИИМС в апреле 2007 г.
Основные средства поверки: штангенциркуль ШЦ-П-250-0,05; динамометр ДОСМ-3-50;
Изготовитель
ООО «АГРОЭЛ»
390013, г. Рязань, ул. Михайловское шоссе, д. 1а тел./факс: (4912) 50-20-21; е-mail: agroel@mail.ru
Испытательный центр
Государственный центр испытаний средств измерений (ГЦИ СИ) ФГУП «ВНИИМС»,Линия состоит из оптической системы, включающей четыре лазерных дальномера, гидравлической системы, пресса гидравлического, специализированного электронного процессора и устройства измерений перемещений, состоящего из бесконтактных концевых датчиков индукционного типа, датчика угловых перемещений, устройства преобразования линейных перемещений в угловые и электронного устройства, преобразующего выходные сигналы датчика в значения линейных размеров пружины.
Принцип действия линии основан на измерении перемещения упорной поверхности, на которую устанавливается пружина, путем измерения угла поворота зубчатого колеса, соединенного с зубчатым ремнем. Один конец ремня жестко закреплен на упорной поверхности, а на другом конце ремня свободно подвешен груз, обеспечивающий его постоянное натяжение. Угол поворота зубчатого колеса при помощи фотоэлементов и электронного устройства преобразуется в расстояние, на которое перемещается упорная поверхность силового блока;
В основу измерения внешнего и внутреннего диаметров пружины, положен принцип работы лазерного дальномера с фиксацией с помощью оптической системы пятна лазерного луча, отраженного от внутреннего или внешнего края витка пружины;
Сила, сжимающая пружину, создается гидравлическим прессом, оснащенным датчиком давления в гидросистеме пресса, устройством задания давления, обеспечивающим создание номинальных нагрузок.
Управление электроприводом подъема измерительного блока при сканировании лазерным дальномером поверхности пружины осуществляется специализированным электронным процессором. Тип измеряемой пружины определяется с помощью лазерного дальномера.
Обработка измерительной информации и управление линией производится при помощи специализированного электронного процессора. Результаты измерений отображаются на дисплее и печатающем устройстве.
В состав линии входит источник бесперебойного питания, позволяющий поддерживать работоспособность системы в течение 10 минут при выключенном внешнем электропитании.
Рисунок 1 - Внешний вид линии
Рисунок 2 - Внешний вид блока управления
|
№ п/п |
Наименование |
Количество |
Примечание |
|
1 |
Линия в сборе |
1 шт. | |
|
2 |
Монитор |
1 шт. | |
|
3 |
Источник бесперебойного питания |
1 шт. | |
|
4 |
Паспорт |
1 экз. | |
|
5 |
Руководство по эксплуатации |
1 экз. | |
|
6 |
Методика поверки |
1 экз. |
Лист № 4 Всего листов 4
от 160 до 270
±0,5
от 80 до 220
±0,5
4,0-60
Диапазон измерений высоты пружин, мм
Пределы допускаемой абсолютной погрешности линии при измерении высоты пружин, мм
Диапазон измерений диаметра пружин, мм
Пределы допускаемой абсолютной погрешности линии а при измерении
диаметра пружин, мм
Диапазон нагрузок, создаваемых на пружины, кН
Пределы допускаемой погрешности нагрузки, кН ±0,4
Диапазон рабочих температур, °С от +5 до +40
Параметры электрического питания от сети трехфазного переменного тока:
от 323 до 418
от 49 до 50
4
-
- напряжение, В
-
- частота, Гц
-
- потребляемая мощность, кВт, не более Габаритные размеры, мм, не более:
1575
-
- длина
-
- ширина
610
1785
320
0,92
10
-
- высота
Масса, кг, не более
Значение вероятности безотказной работы за 1000 часов Средний срок службы, лет