
Номер по Госреестру СИ: 61060-15
61060-15 Машины измерительные
(WM 1, SKM, PMS, PMS LL)
Назначение средства измерений:
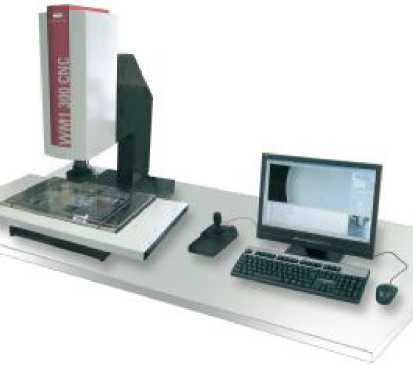
Машины измерительные WM 1, SKM, PMS, PMS LL (далее - машины) предназначены для измерений бесконтактным и контактным методом двухмерных и трехмерных измерений линейных и угловых размеров объектов различных размеров с различной конфигурацией, а также геометрических размеров резьбы.

Внешний вид.
Машины измерительные
Рисунок № 1

Внешний вид.
Машины измерительные
Рисунок № 2

Внешний вид.
Машины измерительные
Рисунок № 3

Внешний вид.
Машины измерительные
Рисунок № 4
Общие сведения
Дата публикации - 19.05.2021
Срок свидетельства - 14.07.2025
Номер записи -
ID в реестре СИ - 374415
Тип производства - серийное
Описание типа
Поверка
Интервал между поверками по ОТ - 1 год
Наличие периодической поверки - Да
Методика поверки
Модификации СИ
WM1 CNC 400, WM1 500, WM1 400CNC, WM1 400 CNC, WM1 300CNC, WM1 300 M3, WM1 300 CNC, WM1 300, WM1, WM-1-300 CNC, WM I, WM 1, моодель WM1 300, WM 1, SKM, PMS, PMS LL, WM 1 400 CNC, WM 1 300 CNC, WM 1 300, WM 1, 300 S, -,
Производитель
Изготовитель - Фирма "Dr.Heinrich Schneider Messtechnik GmbH"
Страна - ГЕРМАНИЯ
Населенный пункт -
Уведомление о начале осуществления предпринимательской деятельности - Да

Статистика
Кол-во поверок - 127
Выдано извещений - 4
Кол-во периодических поверок - 104
Кол-во средств измерений - 41
Кол-во владельцев - 19
Усредненный год выпуска СИ - 2016
МПИ по поверкам - 364 дн.
Приказы РСТ, где упоминается данный тип СИ
№817 от 2015.07.14 Об утверждении типов средств измерений
№688 от 2021.05.05 о продлении срока действия утвержденных типов средств измерений
Наличие аналогов СИ: Машины измерительные (WM 1, SKM, PMS, PMS LL)
| ИМПОРТНОЕ СИ № в реестре, наименование СИ, обозначение, изголовитель |
ОТЕЧЕСТВЕННЫЙ АНАЛОГ № в реестре, наименование СИ, обозначение, изголовитель |
|---|---|
|
61060-15 Машины измерительные (WM 1, SKM, PMS, PMS LL) Фирма "Dr.Heinrich Schneider Messtechnik GmbH" (ГЕРМАНИЯ ) |
68958-17 Системы видеоизмерительные (NORGAU) Общество с ограниченной ответственностью "Норгау Руссланд" (ООО "Норгау Руссланд") (РОССИЯ г. Москва) |
|
61060-15 Машины измерительные (WM 1, SKM, PMS, PMS LL) Фирма "Dr.Heinrich Schneider Messtechnik GmbH" (ГЕРМАНИЯ ) |
71098-18 Системы анализа микроструктуры объектов (AXALIT) Общество с ограниченной ответственностью "АКСАЛИТ Софт" (ООО "АКСАЛИТ Софт") (РОССИЯ г. Екатеринбург) |
|
61060-15 Машины измерительные (WM 1, SKM, PMS, PMS LL) Фирма "Dr.Heinrich Schneider Messtechnik GmbH" (ГЕРМАНИЯ ) |
78908-20 Системы видеоизмерительные (NORGAU) Общество с ограниченной ответственностью «Норгау Руссланд» (ООО «Норгау Руссланд») (РОССИЯ г. Москва) |
Все средства измерений Общество с ограниченной ответственностью «Норгау Руссланд» (ООО «Норгау Руссланд»)
|
№ в реестре cрок св-ва |
Наименование СИ, обозначение, изголовитель | ОТ, МП | МПИ |
|---|---|---|---|
|
20135-00 01.08.2005 |
Проекторы измерительные, P 300 Фирма "Dr.Heinrich Schneider Messtechnik GmbH" (ГЕРМАНИЯ ) |
1 год | |
|
23847-02 01.12.2007 |
Проекторы измерительные, ST Фирма "Dr.Heinrich Schneider Messtechnik GmbH" (ГЕРМАНИЯ ) |
1 год | |
|
41696-09 01.11.2014 |
Микроскопы измерительные, WM1 Фирма "Dr.Heinrich Schneider Messtechnik GmbH" (ГЕРМАНИЯ ) |
ОТ |
1 год |
|
41699-09 01.11.2014 |
Машины измерительные, PMS Фирма "Dr.Heinrich Schneider Messtechnik GmbH" (ГЕРМАНИЯ ) |
ОТ |
1 год |
|
41862-09 01.12.2014 |
Проекторы измерительные, P, PMP, ST Фирма "Dr.Heinrich Schneider Messtechnik GmbH" (ГЕРМАНИЯ ) |
ОТ |
1 год |
|
41862-15 14.07.2025 |
Проекторы измерительные, P, PMP, ST Фирма "Dr.Heinrich Schneider Messtechnik GmbH" (ГЕРМАНИЯ ) |
ОТ МП |
1 год |
|
42485-09 01.01.2015 |
Устройства измерительные, VideoCAD Фирма "Dr.Heinrich Schneider Messtechnik GmbH" (ГЕРМАНИЯ ) |
ОТ |
1 год |
|
42485-15 06.05.2025 |
Машины измерительные двухкоординатные оптические сканирующие, VideoCad Фирма "Dr.Heinrich Schneider Messtechnik GmbH" (ГЕРМАНИЯ ) |
ОТ МП |
1 год |
|
45000-10 01.08.2015 |
Машины измерительные для контроля валов, WMM, WZM и SKM Фирма "Dr.Heinrich Schneider Messtechnik GmbH" (ГЕРМАНИЯ ) |
ОТ |
1 год |
|
45000-15 14.04.2020 |
Машины измерительные оптические для контроля валов, WMM Фирма "Dr.Heinrich Schneider Messtechnik GmbH" (ГЕРМАНИЯ ) |
ОТ МП |
1 год |
|
61060-15 14.07.2025 |
Машины измерительные, WM 1, SKM, PMS, PMS LL Фирма "Dr.Heinrich Schneider Messtechnik GmbH" (ГЕРМАНИЯ ) |
ОТ МП |
1 год |
|
74720-19 10.04.2024 |
Машины измерительные, WM 1 - 400/300 Фирма "Dr.Heinrich Schneider Messtechnik GmbH" (ГЕРМАНИЯ ) |
ОТ МП |
1 год |
Кто поверяет Системы видеоизмерительные (NORGAU)
| Наименование организации | Cтатус | Поверенные модификации | Кол-во поверок | Поверок в 2026 году | Первичных поверок | Периодических поверок | Извещений | Для юриков | Для юриков первичные | Для юриков периодические |
|---|---|---|---|---|---|---|---|---|---|---|
| ФБУ "ПЕНЗЕНСКИЙ ЦСМ" (RA.RU.311246) | РСТ | 7 | 0 | 5 | 0 | 5 | 0 | 5 | ||
| ООО "ТЕСТИНТЕХ" (RA.RU.312099) | 12 | 0 | 12 | 0 | 7 | 0 | 7 | |||
| ООО "КВАЛИТЕСТ" (RA.RU.312469) | 3 | 0 | 1 | 0 | 1 | 0 | 1 | |||
| ФБУ "УРАЛТЕСТ" (RA.RU.311249) | РСТ | 2 | 0 | 2 | 1 | 2 | 0 | 2 | ||
| ФБУ "РОСТЕСТ-МОСКВА" (RA.RU.311341) | 2 | 0 | 0 | 0 | 0 | 0 | 0 | |||
| ФБУ "ЦСМ Татарстан" (RA.RU.311394) | РСТ | 2 | 0 | 2 | 0 | 2 | 0 | 2 | ||
| "ПО "Корпус" (RA.RU.311895) | 1 | 0 | 1 | 0 | 0 | 0 | 0 | |||
| АО "ВОТКИНСКИЙ ЗАВОД" (RA.RU.312378) | 24 | 1 | 0 | 24 | 0 | 24 | 0 | 24 | ||
| ФБУ "НИЖЕГОРОДСКИЙ ЦСМ" (RA.RU.311315) | РСТ | 5 | 0 | 4 | 1 | 4 | 0 | 4 | ||
| ФБУ "РОСТОВСКИЙ ЦСМ" (RA.RU.311306) | РСТ | 2 | 0 | 2 | 0 | 2 | 0 | 2 | ||
| ФБУ "ТЕСТ-С.-ПЕТЕРБУРГ" (RA.RU.311483) | РСТ | 6 | 0 | 6 | 0 | 6 | 0 | 6 | ||
| АО "У-УАЗ" (RA.RU.310642) | 6 | 0 | 6 | 1 | 6 | 0 | 6 | |||
| ФБУ "УДМУРТСКИЙ ЦСМ" (RA.RU.311312) | РСТ | 1 | 0 | 1 | 1 | 1 | 0 | 1 | ||
| АО "КОРПОРАЦИЯ "ТАКТИЧЕСКОЕ РАКЕТНОЕ ВООРУЖЕНИЕ" (РОСС СОБ 3.00210.2014) | 10 | 2 | 0 | 10 | 0 | 10 | 0 | 10 | ||
| ФБУ "РОСТЕСТ-МОСКВА" (RA.RU.311341) | РСТ | 14 | 0 | 13 | 0 | 13 | 0 | 13 | ||
| ФБУ "РОСТОВСКИЙ ЦСМ" (РОСС RU.0001.310392) | РСТ | 2 | 0 | 0 | 0 | 0 | 0 | 0 | ||
| ООО "ТЕСТИНТЕХ" (RA.RU.312099) | 11 | 0 | 0 | 0 | 0 | 0 | 0 | |||
| ФБУ "ПЕНЗЕНСКИЙ ЦСМ" (RA.RU.311246) | РСТ | 1 | 0 | 0 | 0 | 0 | 0 | 0 | ||
| ФБУ «Пензенский ЦСМ» (RA.RU.311246) | РСТ | 1 | 0 | 0 | 0 | 0 | 0 | 0 | ||
| ФБУ "Волгоградский ЦСМ" (RA.RU.311474) | РСТ | 3 | 0 | 3 | 0 | 3 | 0 | 3 | ||
| Филиал АО «НПЦАП» - "ПО "КОРПУС" (RA.RU.311895) | 6 | 3 | 0 | 6 | 0 | 6 | 0 | 6 | ||
| ФБУ "ТЕСТ-С.-ПЕТЕРБУРГ" (RA.RU.311501) | 6 | 0 | 6 | 0 | 6 | 0 | 6 |
Стоимость поверки Системы видеоизмерительные (NORGAU)
| Организация, регион | Стоимость, руб | Средняя стоимость |
|---|---|---|
|
ФБУ НИЦ ПМ-Ростест Москва |
29880 | 22697 |
|
ФБУ НИЦ ПМ-Ростест Москва |
23750 | 22697 |
|
ФБУ Пензенский ЦСМ Пензенская область |
8950 | 22697 |
|
ФБУ Ростовский ЦСМ Ростовская область |
29684 | 22697 |
|
ФБУ Тест-С.-Петербург Санкт-Петербург |
24430 | 22697 |
Программное обеспечение
Программное обеспечение предназначено для управления режимами работы машин и обработки результатов измерений.
Программное обеспечение М3 позволяет:
- выбирать метод измерения;
- отображать результаты измерения на мониторе ПК в графическом и табличном виде;
- проводить альтернативный контроль, сравнивая результаты измерений с допустимы
ми отклонениями;
- проводить анализ результатов измерения методом аналитического расчета и методом
графического построения;
- формировать и распечатывать протоколы измерений.
Программное обеспечение SAPHIR позволяет:
- выбирать метод измерения;
- реализовывать принцип однократного и многократного измерения;
- оценивать качество измерения;
- отображать результаты измерения на мониторе ПК в графическом и табличном виде;
- проводить альтернативный контроль , сравнивая результаты измерений с допустимы
ми отклонениями;
- проводить анализ результатов измерения методом аналитического расчета и методом
графического построения;
- сравнивать результаты измерения с CAD моделью объекта измерения;
- проводить измерения в декартовых или полярных системах координат;
- контролировать температурный режим в зоне измерения
- формировать и распечатывать протоколы измерений.
Идентификационные данные программного обеспечения
|
Идентификационные данные (признаки) |
Значение | |
|
Наименование ПО |
SAPHIR |
М3 |
|
Идентификационное наименование ПО |
SAPHIR / U SOFT Solid |
M3.exe |
|
Номер версии ПО |
5.7.1643.0 (не ниже) |
v1.50.12 (не ниже) |
|
Цифровой идентификатор ПО |
C4FBEEA80AB23762CA7 89D35FC574D25 |
62e2f9ff0d31f7301b6 eb374570d83bd |
Уровень защиты ПО - средний, в соответствии с Р 50.2.077 - 2014
Знак утверждения типа
Знак утверждения типананосится фотохимическим методом на маркировочную табличку на передней панели прибора и методом печати на титульный лист Руководства по эксплуатации.
Сведения о методиках измерений
Сведения о методиках (методах) измерений
Методы выполнения измерений машинами координатными измерительными WM 1, SKM, PMS, PMS LL приведены в «Программное обеспечение SAPHIR. Руководство по эксплуатации»
Нормативные и технические документы
Нормативные и технические документы, устанавливающие требования машинам измерительным WM 1, SKM, PMS, PMS LL
-
1. Техническая документация Dr. Heinrich Schneider Messtechnik GmbH (Германия)
-
2. ГОСТ Р 8.763-2011 «ГСИ. Государственная поверочная схема для средств измерений длины в диапазоне 1 • 10-9 ... 50 м и длин волн в диапазоне 0,2 ... 50 мкм»
Поверка
Поверкаосуществляется по документу МП ТИнТ 170-2014 «Машины измерительные WM 1, SKM, PMS, PMS LL. Методика поверки», утвержденной ГЦИ СИ ООО «ТестИнТех» 27.11. 2014 г.
Основные средства поверки:
-
1. Меры длины концевые плоскопараллельные, 2-го разряда по
ГОСТ Р 8.763-2011;
-
2. Кольца измерительные, 3-го разряда по ГОСТ Р 8.763-2011;
-
3. Мера длины штриховая стеклянная 11-Б-200, 2-го разряда по
ГОСТ Р 8.763-2011;
-
4. Объект-микрометр ОМП, 2-го разряда по ГОСТ Р 8.763-2011.
Изготовитель
Dr. Heinrich Schneider Messtechnik GmbH, Германия.
Germany, 55545, Bad Kreuznach, Rotlay-Muhle
Tel.:+49 671 291 02 Fax :+49 671 291 200 www.dr-schneider.de
Заявитель
ООО «ХК «Интра Тул»
198095, г. Санкт-Петербург, ул. Зои Космодемьянской, д.20, литер А
Испытательный центр
ООО «ТестИнТех»
123308, Москва, ул. Мневники, д.1
Принцип действия машин основан на методе бесконтактного оптического сканирования контура, с помощью цифровой ПЗС-камеры или контактного измерения с помощью триггерного или сканирующего измерительного датчика.
В зависимости от комплектации машины позволяют реализовать два метода измерения: бесконтактный метод измерения (базовая комплектация) и контактный метод измерения (дополнительная комплектация).
Машины состоят из следующих основных узлов: гранитного основания с консолью или порталом на котором установлена мультисенсорная измерительная система с объективом и контактными датчиками, стола измерительного с оптоэлектронными преобразователями перемещений и персонального компьютера. В зависимости от модели и комплектации машин управление перемещением измерительного стола и пиноли может осуществляться в ручном, моторизированном (с помощью джойстика) или ЧПУ режимах, а так же в зависимости от модели и комплектации машины могут иметь в комплекте средство измерения по вертикальной оси. В этом случае на вертикальной стойке устанавливается преобразователь перемещений, сигналы с которого также передаются в блок обработки результатов измерений (персональный компьютер с программным обеспечением).
Машины выпускаются в стандартном исполнении следующих моделей:
-
- Модель WM1 (типоразмеры 300/ 400/ 500)
Базовая комплектация: объектив 1,5-х, подвижный стол, ручное управление перемещением измерительного стола и пиноли, программное обеспечение SAPHIR.
Дополнительная комплектация: объектив с изменяемым коэффициентом увеличения, система коаксиального освещения
-
- Модель WM1 CNC (типоразмеры 300/ 400/ 500)
Базовая комплектация: объектив 1,5-х, подвижный стол, управление ЧПУ перемещением измерительного стола и пиноли, программное обеспечение SAPHIR.
Дополнительная комплектация: объектив с изменяемым коэффициентом увеличения, система коаксиального освещения, триггерный контактный датчик
Рис 1. Машина измерительная модель WM1
Модель SKM (типоразмеры 300/ 400/ 500/ 1000 / 1500)
Базовая комплектация: объектив 1,5-х, неподвижный стол, триггерный контактный датчик, управление ЧПУ перемещением консоли и пиноли, программное обеспечение SAPHIR.
Дополнительная комплектация: объектив с изменяемым коэффициентом увеличения, система коаксиального освещения, центра с приводом вращения, управление ЧПУ, сканирую контактный датчик
Место размещения знака утверждения типа
Рис 2 Машина измерительная модель SKM
- Модель Р MS ( типоразмеры 300/ 400/ 500/ 600/ 700)
Базовая комплектация: объектив 1,5-х, триггерный контактный датчик, подвижный стол, управление ЧПУ перемещением стола и пиноли, программное обеспечение SAPHIR
Дополнительная комплектация: объектив с изменяемым коэффициентом увеличения, система коаксиального освещения, центра с приводом вращения, стол с приводом вращения управление ЧПУ, сканирующий контактный датчик, лазерный коноскопический датчик.
Рис 3. Машина координатная измерительная модель PMS
- Модель PMS LL (типоразмеры 600/ 700/ 900/ 1200)
Базовая комплектация: объектив 1,0-х, триггерный контактный датчик, подвижный стол, управление ЧПУ перемещением стола и пиноли, программное обеспечение SAPHIR
Дополнительная комплектация: центра с приводом вращения, стол с приводом вращения управление ЧПУ, сканирующий контактный датчик, лазерный коноскопический датчик.
Место размещения знака утверждения типа
Рис 4. Машина измерительная модель PMS LL
Наименование
Кол-во, шт.
Машина измерительная координатная оптическая
1
Система диаскопического освещения
1
Кольцевой диодный источник эпископического освещения
1
Стол измерительный
1
Программное обеспечение SAPHIR на русском языке
1
Программное обеспечение М3 на русском языке (по заказу)
1
Устройство измерения размера по вертикали (по заказу)
1
Объектив с изменяемым коэффициентом увеличения (по заказу)
1
Система коаксиального освещения (по заказу)
1
Центра с приводом вращения управление ЧПУ (по заказу)
1
Стол с приводом вращения управление ЧПУ (по заказу)
1
Тригерный контактный датчик (по заказу)
1
Сканирующий контактный датчик (по заказу)
1
Лазерный коноскопический датчик (по заказу)
1
Компьютер персональный
1
Руководство по эксплуатации
1
Методика поверки МП ТИнТ 170-2014 «Машины измерительные WM 1, SKM, PMS, PMS LL. Методика поверки».
1
Таблица 1
Модель
WM1
300
WM1
300 CNC
WM1
400
WM1 400
CNC
WM1
500
WM1 500
CNC
Диапазон линейных измерений в направлении, мм:
оси (Х)
0-300
0-400
0-500
оси (У)
0-200
0-200
0-200
оси (Z)
0-200
0-200
0-200
Дискретность цифрового отсчета, мм
0,0001
Пределы допускаемой абсолютной погрешности, мкм (L в мм):
в направлении одной оси (Х; У)
Е 1= ± ( 1,5+L/100)
в плоскости двух осей (Х, У)
Е2=± (2,9+L/100)
в направлении оси Z
Еz =± (3,9+L/75)*
Пределы допускаемой абсолютной погрешности увеличения оптической системы, мкм
±2,5
Предел абсолютной погрешности измерений формы датчиком, мкм
8,0*
Пределы абсолютной погрешности измерений размера датчиком, мкм (L в мм)
±(2,9+L/100)*
Предел абсолютной погрешности позиционирования датчиков, мкм
6,0*
Габаритные размеры, мм:
Ширина
900
1000
1100
Длина
950
900
900
Высота
950
900
900
Масса системы, кг
140 150
160 170
180 190
Напряжение питающей сети, В
220-240
Частота, Гц
50-60
Потребляемая мощность, кВт
1
* - только для моделей с контактным датчиком
Таблица 2
Модель
SKM300
SKM400
SKM500
SKM1000
SKM1500
Диапазон линейных измерений в направлении, мм:
оси (Х)
0-300
0-400
0-500
0-1000
0-1500
оси (У)
0-200
0-300
0-400
0-400
0-400
оси (Z)
0-200
0-200
0-200
0-200
0-200
Дискретность цифрового отсчета, мм
0,0001
Пределы допускаемой абсолютной погрешности, мкм (L в мм):
в направлении одной оси (Х; У)
Е1= ± (1,0+L/300)
в плоскости двух осей (Х, У)
Е2= ± (2,0+L/300)
В пространстве по трем осям (Х, У, Z)
Ез=± (2,8+L/300)
Пределы допускаемой абсолютной погрешности увеличения оптической системы, мкм
±2,5
Предел абсолютной погрешности измерений формы датчиком, мкм
3,8
Пределы абсолютной погрешности измерений размера датчиком, мкм (L в мм)
±(2,0+L/300)
Предел абсолютной погрешности позиционирования датчиков, мкм
2,5
Габаритные размеры, мм:
Ширина
1000
1200
1750
1950
2450
Длина
1100
1400
1750
1750
2250
Высота
1800
1900
2200
2300
2800
Масса системы, кг
700
900
2200
2400
3000
Напряжение питающей сети, В
220-240
Частота, Гц
50-60
Потребляемая мощность, кВт
1
Таблица 3
Модель
PMS300
PMS400
PMS500
PMS600
PMS700
Диапазон линейных измерений в направлении, мм:
оси (Х)
0-300
0-400
0-500
0-600
0-700
оси (У)
0-300
0-400
0-500
0-600
0-700
оси (Z)
0-300
0-300
0-300
0-300
0-300
Дискретность цифрового отсчета, мм
0,0001
Пределы допускаемой абсолютной погрешности, мкм (L в мм):
в направлении одной оси (Х; У)
Е1= ± (1,0+L/300)
в плоскости двух осей (Х, У)
Е2=± (2,0+L/300)
в пространстве по трем осям (Х, У, Z)
Еэ=± (2,8+L/300)
Пределы допускаемой абсолютной погрешности увеличения оптической системы, мкм
±2,5
Предел абсолютной погрешности измерений формы датчиком, мкм
3,8
Пределы абсолютной погрешности измерений размера датчиком, мкм (L в мм)
±(2,0+L/300)
Предел абсолютной погрешности позиционирования датчиков, мкм
2,5
Габаритные размеры, мм:
Ширина
700
800
1100
1200
1600
Длина
850
950
1400
1600
2500
Высота
1950
1950
1950
1950
1950
Масса системы, кг
680
1000
1550
3670
4500
Напряжение питающей сети, В
220-240
Частота, Гц
50-60
Потребляемая мощность, кВт
1
Таблица 4
PMS
PMS
РMS
PMS
Модель
600 LL
700 LL
900 LL
1200 LL
Диапазон линейных измерений в направлении,
мм:
оси (Х)
0-600
0-700
0-900
0-1200
оси (У)
0-600
0-700
0-700
0-1200
оси (Z)
0-600
0-600
0-600
0-600
Дискретность цифрового отсчета, мм
0,0001
Пределы допускаемой основной погрешности,
мкм (L в мм):
в направлении одной оси (Х; У)
Е1=± (0,9+L/600)
в плоскости двух осей (Х, У)
Е2=± (1,2+L/500)
в пространстве по трем осям (Х, У, Z)
Ез=± (1,9+L/400)
Пределы допускаемой абсолютной погрешно-
±2,5
сти увеличения оптической системы, мкм
Предел абсолютной погрешности измерений
3,8
формы датчиком, мкм
5
Пределы абсолютной погрешности измерений
±(1,2+L/500)
размера датчиком, мкм (L в мм)
\ 5
Предел абсолютной погрешности позициони-
2,5
рования датчиков, мкм
Габаритные размеры, мм:
Ширина
1750
1850
2050
2350
Длина
2700
2800
2800
3800
Высота
2350
2350
2350
2350
Масса системы, кг
4500
550
7500
10500
Напряжение питающей сети, В
220-240
Частота, Гц
50-60
Потребляемая мощность, кВт
1
Условия эксплуатации:
-
- температура окружающей среды (20 ± 1) °С;
-
- относительная влажность воздуха (65 ± 15) %.
-