
Номер по Госреестру СИ: 96753-25
96753-25 Образцы шероховатости поверхности (сравнения)
(РИК)
Назначение средства измерений:
Образцы шероховатости поверхности (сравнения) РИК (далее по тексту - образцы) предназначены для сравнения шероховатости поверхности образца визуально или на ощупь с поверхностью металлических деталей после (или в процессе) их обработки на металлорежущих станках.


Внешний вид.
Образцы шероховатости поверхности (сравнения)
Рисунок № 1

Внешний вид.
Образцы шероховатости поверхности (сравнения)
Рисунок № 2

Внешний вид.
Образцы шероховатости поверхности (сравнения)
Рисунок № 3

Внешний вид.
Образцы шероховатости поверхности (сравнения)
Рисунок № 4

Внешний вид.
Образцы шероховатости поверхности (сравнения)
Рисунок № 5
Внешний вид.
Образцы шероховатости поверхности (сравнения)
Рисунок № 6
Внешний вид.
Образцы шероховатости поверхности (сравнения)
Рисунок № 7

Внешний вид.
Образцы шероховатости поверхности (сравнения)
Рисунок № 8
Общие сведения
Дата публикации - 01.11.2025
Срок свидетельства - 29.10.2030
Номер записи - 939136f7-3221-67d4-729a-eb63912dea50
ID в реестре СИ - 1427231
Тип производства - серийное
Описание типа
Поверка
Интервал между поверками по ОТ - 2 года
Наличие периодической поверки - Да
Модификации СИ
ОШС Т (Ra 0,4; 0,8; 1,6; 3,2; 6,3; 12,5 мкм) (сталь), ОШС Т (Ra 0,4; 0,8; 1,6; 3,2; 6,3; 12,5 мкм) (алюминий), ОШС Т (Ra 0,4 0,8; 1,6; 3,2; 6,3; 12,5 мкм) (сталь), ОШС Т (Ra 0,4 0,8; 1,6; 3,2; 6,3; 12,5 мкм) (алюминий), ОШС Т (Ra 0,8; 1,6; 3,2; 6,3 мкм) (сталь), ОШС С (Ra 0,8; 1,6; 3,2; 6,3; 12,5 мкм) (сталь), ОШС Р (Ra 3,2 мкм) (алюминий), ОШС Р (Ra 1,6 мкм) (алюминий), ОШС Р (Ra 0,4; 0,8; 1,6; 3,2; 6,3; 12,5 мкм) (сталь), ОШС Р (Ra 3,2 мкм) (сталь), ОШС Р (Ra 0,8; 1,6; 3,2; 6,3 мкм) (сталь), ОШС Р (Ra 0,8; 1,6; 3,2; 6,3 мкм) (латунь), ОШС Р (Ra 0,8; 1,6; 3,2; 6,3 мкм) (алюминий), ОШС Р (Ra 0,4; 0,8; 1,6; 3,2; 6,3; 12,5 мкм) (сталь), ОШС Р (Ra 0,8; 1,6; 3,2; 6,3 мкм) (сталь), ОШС ПЦ (Ra 0,0125; 0,025; 0,05; 0,1; 0,2 мкм) (сталь), ОШС ПЦ (Ra 0,2 мкм) (латунь), ОШС ПЦ (Ra 0,0125; 0,025; 0,05; 0,1 мкм) (алюминий), ОШС ПП (Ra 0,05; 0,1; 0,2 мкм) (сталь), ОШС ПП (Ra 0,0125; 0,025; 0,05; 0,1 мкм) (алюминий),
Производитель
Изготовитель - Акционерное общество «Русская Инструментальная Компания»
Страна - РОССИЯ
Населенный пункт - 355020, Ставропольский край, г. Ставрополь, ул. Объездная, д. 27
Уведомление о начале осуществления предпринимательской деятельности -
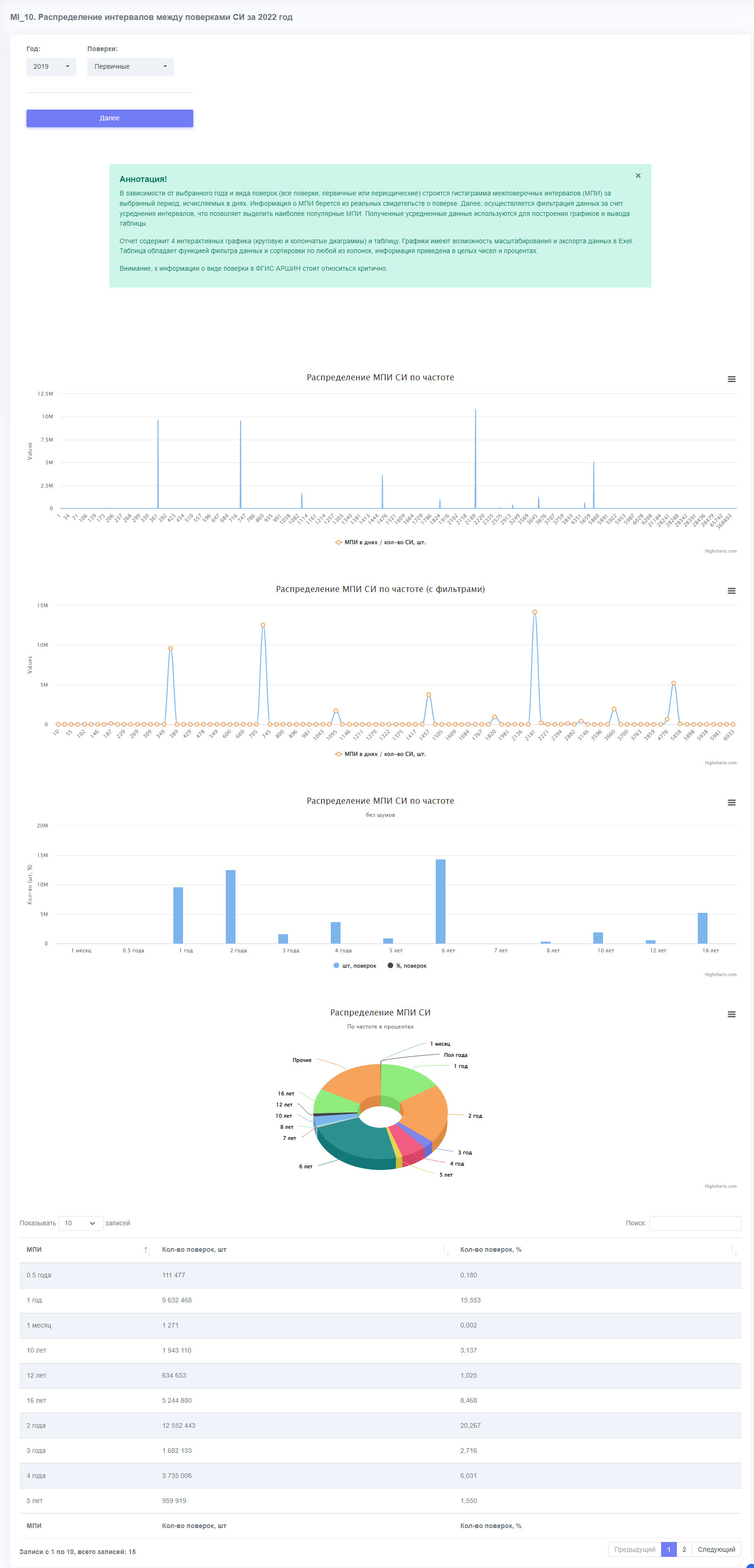
В зависимости от выбранного года и вида поверок (все поверки, первичные или периодические) строится гистаграмма межповерочных интервалов (МПИ) за выбранный период, исчисляемых в днях. Информация о МПИ берется из реальных свидетельств о поверке. Далее, осуществляется фильтрация данных за счет усреднения интервалов, что позволяет выделить наиболее популярные МПИ. Полученные усредненные данные используются для построения графиков и вывода таблицы.
Отчет содержит 4 интерактивных графика (круговую и колончатые диаграммы) и таблицу. Графики имеют возможность масштабирования и экспорта данных в Exel. Таблица обладает функцией фильтра данных и сортировки по любой из колонок, информация приведена в целых чисел и процентах.
Внимание! К информации о виде поверки в ФГИС АРШИН стоит относиться критично. Отчет строится не быстро.
Бесплатный
Статистика
Кол-во поверок - 314
Выдано извещений - 0
Кол-во периодических поверок - 0
Кол-во средств измерений - 211
Кол-во владельцев - 1
Усредненный год выпуска СИ - 2025
МПИ по поверкам - 729 дн.
Приказы РСТ, где упоминается данный тип СИ
№2327 от 2025.10.29 ПРИКАЗ_Об утверждении типов средств измерений (15)
Наличие аналогов СИ: Образцы шероховатости поверхности (сравнения) (РИК)
| ИМПОРТНОЕ СИ № в реестре, наименование СИ, обозначение, изголовитель |
ОТЕЧЕСТВЕННЫЙ АНАЛОГ № в реестре, наименование СИ, обозначение, изголовитель |
|---|
Все средства измерений Акционерное общество «Русская Инструментальная Компания»
|
№ в реестре cрок св-ва |
Наименование СИ, обозначение, изголовитель | ОТ, МП | МПИ |
|---|---|---|---|
|
96753-25 29.10.2030 |
Образцы шероховатости поверхности (сравнения), РИК Акционерное общество «Русская Инструментальная Компания» (РОССИЯ 355020, Ставропольский край, г. Ставрополь, ул. Объездная, д. 27) |
ОТ |
2 года |
|
96748-25 29.10.2030 |
Микроскопы универсальные измерительные, УИМ Акционерное общество «Русская Инструментальная Компания» (РОССИЯ 355020, Ставропольский край, г. Ставрополь, ул. Объездная, д. 27) |
ОТ МП |
1 год |
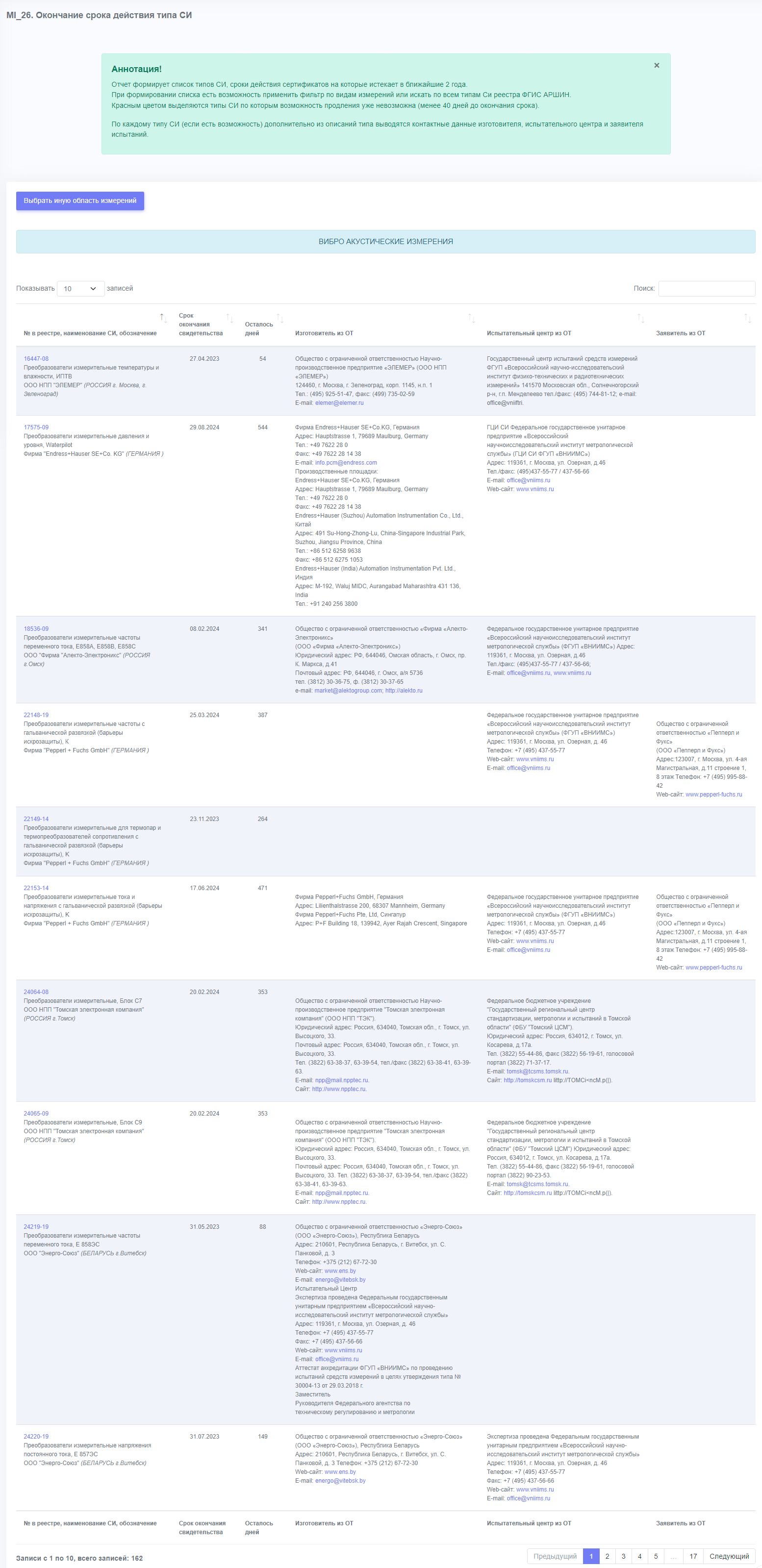
Отчет формирует список типов СИ, сроки действия сертификатов на которые истекает в ближайшие 2 года.
При формировании списка есть возможность применить фильтр по видам измерений или искать по всем типам Си реестра ФГИС АРШИН.
Красным цветом выделяются типы СИ по которым возможность продления уже невозможна (менее 40 дней до окончания срока).
По каждому типу СИ (если есть возможность) дополнительно из описаний типа выводятся контактные данные изготовителя, испытательного центра и заявителя испытаний.
Кто поверяет Образцы шероховатости поверхности (сравнения) (РИК)
| Наименование организации | Cтатус | Поверенные модификации | Кол-во поверок | Поверок в 2026 году | Первичных поверок | Периодических поверок | Извещений | Для юриков | Для юриков первичные | Для юриков периодические |
|---|---|---|---|---|---|---|---|---|---|---|
| АО "РИК" (РОСС RU.0001.310142) | 314 | 200 | 314 | 0 | 0 | 314 | 314 | 0 |
Стоимость поверки Образцы шероховатости поверхности (сравнения) (РИК)
| Организация, регион | Стоимость, руб | Средняя стоимость |
|---|
Знак утверждения типа
Знак утверждения типананосится на титульный лист паспорта типографским методом и на шильд, расположенный на футляре (коробке) набора, методом лазерной гравировки.
Сведения о методиках измерений
Сведения о методиках (методах) измерений
приведены в разделе 7 «Заметки по эксплуатации, порядок работы, поверка» Паспорта ОШС.01.001.ПС.
Нормативные и технические документы
Нормативные документы, устанавливающие требования к средству измеренийГосударственная поверочная схема для средств измерений параметров шероховатости Rmax, Rz в диапазоне от 0,001 до 12000 мкм и Ra в диапазоне от 0,001 до 3000 мкм, утвержденная приказом Росстандарта 06 ноября 2019 г. №2657;
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия.
Правообладатель
Акционерное общество «Русская Инструментальная Компания»
(АО «РИК»)
ИНН 4634059946
Юридический адрес: Россия, 355020, г. Ставрополь, ул. Объездная, 27
Телефон: (8652) 95-09-01, 58-31-22
Факс: (8652) 58-31-23
Испытательный центр
Федеральное бюджетное учреждение «Научно-исследовательский центр прикладной метрологии - Ростест» (ФБУ «НИЦ ПМ - Ростест»)ИНН 7727061249
Адрес: 117418, г. Москва, Нахимовский проспект, д. 31
Адрес места осуществления деятельности: 119361, г. Москва, ул. Озерная, д. 46
Телефон: +7 (495) 437-37-29
Web-сайт: www.rostest.ru
E-mail: OlgaVI@rostest.ru
Правообладатель
Акционерное общество «Русская Инструментальная Компания»
(АО «РИК»)
ИНН 4634059946
Юридический адрес: Россия, 355020, г. Ставрополь, ул. Объездная, 27
Телефон: (8652) 95-09-01, 58-31-22
Факс: (8652) 58-31-23
Принцип контроля параметра шероховатости поверхности детали с помощью образца заключается в сравнении поверхностей образца и контролируемой детали визуально или на ощупь. Для этого выбирается образец соответствующего вида обработки, номинальное числовое значение параметра шероховатости поверхности которого соответствует заданному числовому значению параметра шероховатости поверхности контролируемой детали. В результате сравнения делается заключение о том, что параметр шероховатости контролируемой детали не превышает номинальное значение параметра шероховатости подобранного образца сравнения.
Образцы шероховатости выпускаются поштучно или набором определенного вида обработки: точение (условное обозначение способа обработки - Т), расточка (Р), фрезерование цилиндрическое (ФЦ), строгание (С), шлифование периферией круга (плоское - ШП, цилиндрическое выпуклое - ШЦ, цилиндрическое вогнутое - ШЦВ), точение торцевое (ТТ), фрезерование торцевое (ФТ и ФТП), шлифование торцевое (ШТ), шлифование чашеобразным кругом (ШЧ), полирование плоское (ПП), полирование цилиндрическое (ПЦ).
Образцы шероховатости изготавливаются из стали, алюминия, титана, чугуна, меди, латуни, бронзы и поставляются в виде отдельных образцов (рис. 1а), набором от двух до шести образцов шероховатости одного вида обработки, помещенными в футляр, с различными номинальными значениями параметра Ra (рис. 1б), или в виде плашки с образцами одного вида обработки с различными номинальными значениями параметра Ra, каждая из которых помещается в мягкий футляр, также плашки могут формироваться в набор с различными видами обработки и размещаться в коробке (рис. 1в).
Поверхность образца может дополнительно оцениваться параметрами шероховатости Rz, Rmax, Sm, S, tp, значения которых не нормируются и приводятся как справочные по результатам измерений.
Заводской номер в цифровом формате наносится методом лазерной гравировки на нерабочей поверхности каждого образца и на металлический шильдик (Рис.2), размещаемый на футляре (коробке) набора. Нанесение знака поверки не предусмотрено. Пломбирование образцов шероховатости не предусмотрено.
- Товарный знак «РИК» наносится на паспорт образцов шероховатости типографским методом, на нерабочую поверхность образца и на металлический шильдик методом
лазерной гравировки.
Общий вид образцов шероховатости показан на рисунках 1-2.
а)
б)
в)
Рисунок 1 - Общий вид образцов шероховатости (сравнения) РИК
Рисунок 2 - Вид металлического шильдика
Таблица 1 Способы обработки, воспроизводимые образцами, форма образца и основное направление неровностей поверхности образца
Способы обработки
Форма образца
Точение
Расточка
Фрезерование
цилиндрическое
Строгание
Шлифование периферией круга
Цилиндрическая выпуклая
Цилиндрическая вогнутая Плоская
Точение торцевое
Фрезерование торцевое
Плоская
Плоская, цилиндрическая выпуклая, цилиндрическая вогнутая Плоская
Плоская
Условное обозначение способа обработки Т
Р
ФЦ
С
ШП
ШЦ
ШЦВ ТТ
ФТ
Расположение неровностей
описание
прямолинейное
дугообразное
условное обозначение
Фрезерование торцевое
Шлифование торцевое
Шлифование чашеобразным
кругом
Полирование
Плоская
Плоская
Плоская
Плоская цилиндрическая выпуклая
ШЧ
ПП
ПЦ
Путаный штрих
Примечание: Образцы шероховатости характеризуют особенности только
воспроизводимого способа обработки.
Таблица 2. Ряды номинальных значений параметра шероховатости Ra поверхности образца в зависимости от воспроизводимого способа обработки и базовые длины для оценки параметра
шероховатости________________________________________________________________
|
Способ обработки |
Параметр шероховатости Ra, мкм |
Базовая длина 1, мм |
|
Шлифование |
0,10 |
0,25 |
|
0,20 |
0,25 | |
|
0,40 |
0,80 | |
|
0,80 |
0,80 | |
|
1,60 |
0,80 | |
|
3,20 |
2,50 | |
|
Точение и расточка |
0,4 |
0,8 |
|
0,8 |
0,8 | |
|
1,6 |
0,8 | |
|
3,2 |
2,5 | |
|
6,3 |
2,5 | |
|
12,5 |
2,5 | |
|
Фрезерование |
0,4 |
0,8 |
|
0,8 |
0,8 | |
|
1,6 |
2,5 | |
|
3,2 |
2,5 | |
|
6,3 |
8,0 | |
|
12,5 |
8,0 | |
|
Строгание |
0,8 |
0,8 |
|
1,6 |
0,8 | |
|
3,2 |
2,5 | |
|
6,3 |
2,5 | |
|
12,5 |
8,0 | |
|
0,006 |
0,08 | |
|
0,0125 |
0,08 | |
|
Полирование |
0,025 0,050 |
0,08 0,25 |
|
0,100 |
0,25 | |
|
0,200 |
0,80 |
Примечание: Средний шаг неровностей поверхности образца не должен превышать 1/3 соответствующей базовой длины.
Таблица 3. Допускаемые отклонения среднего значения параметра Ra от номинального и допускаемые средние квадратические отклонения от среднего значения Ra_____________
|
Способ обработки |
Допускаемое отклонение среднего значения Ra от номинального, % |
Допускаемое среднее квадратическое отклонение о, %, не более |
|
Шлифование |
9 | |
|
Точение |
+12 -17 |
4 |
|
Расточка |
4 | |
|
Фрезерование |
9 | |
|
Строгание |
3 | |
|
Полирование |
12 |
Примечание: Допускаемое среднее квадратическое отклонение указано для длины оценки, содержащей 5 базовых длин. Для другого количества n базовых длин в длине оценки допускаемое отклонение On определяют по формуле:
Таблица 4. Основные технические характеристики
|
Наименование характеристики |
Значение |
|
Радиус кривизны цилиндрических образцов, мм |
от 20 до 40 |
|
Размеры рабочей поверхности образца, мм, не менее: - длина при: | |
|
Ra от 0,025 до 12,5 мкм на базовой длине до 2,5 мм |
20 |
|
Ra от 6,3 до 12,5 мкм на базовой длине 8 мм |
30 |
|
- ширина |
20 |
|
Габаритные размеры, мм, не менее: - длина при: | |
|
Ra от 0,025 до 12,5 мкм на базовой длине до 2,5 мм |
20,0 |
|
Ra от 6,3 до 12,5 мкм на базовой длине 8 мм |
30,0 |
|
- ширина |
20,0 |
|
- толщина для: | |
|
плоских и вогнутых образцов |
3,5 |
|
выпуклых образцов |
5,0 |
|
Масса, кг, не более, для образцов из: | |
|
- стали |
0,04 |
|
- алюминия |
0,01 |
|
- титана |
0,02 |
|
-чугуна |
0,04 |
|
-меди |
0,05 |
|
-латуни |
0,05 |
|
-бронзы |
0,05 |
|
Средний срок службы, лет |
5 |
Таблица 5 - Условия эксплуатации
|
Диапазон рабочих температур, °С |
От + 10 до + 30 |
|
Относительная влажность воздуха, %, не более |
80 |