
Номер по Госреестру СИ: 51163-12
51163-12 Установки для измерений диаметров осей
(AXM-200)
Назначение средства измерений:
Установки для измерений диаметров осей AXM-200 (далее - установки)
предназначены для измерений линейных размеров осей железнодорожных колёсных пар.


Внешний вид.
Установки для измерений диаметров осей
Рисунок № 1
Общие сведения
Дата публикации - 08.05.2018
Срок свидетельства - 13.09.2017
Номер записи - 140737
ID в реестре СИ - 363137
Тип производства - серийное
Описание типа
Поверка
Интервал между поверками по ОТ - 1 год
Наличие периодической поверки - Да
Модификации СИ
нет данных, АХМ-200, AXM-200,
Производитель
Изготовитель - Фирма "Simmons Machine Tool Corp."
Страна - СОЕДИНЕННЫЕ ШТАТЫ
Населенный пункт -
Уведомление о начале осуществления предпринимательской деятельности - Да
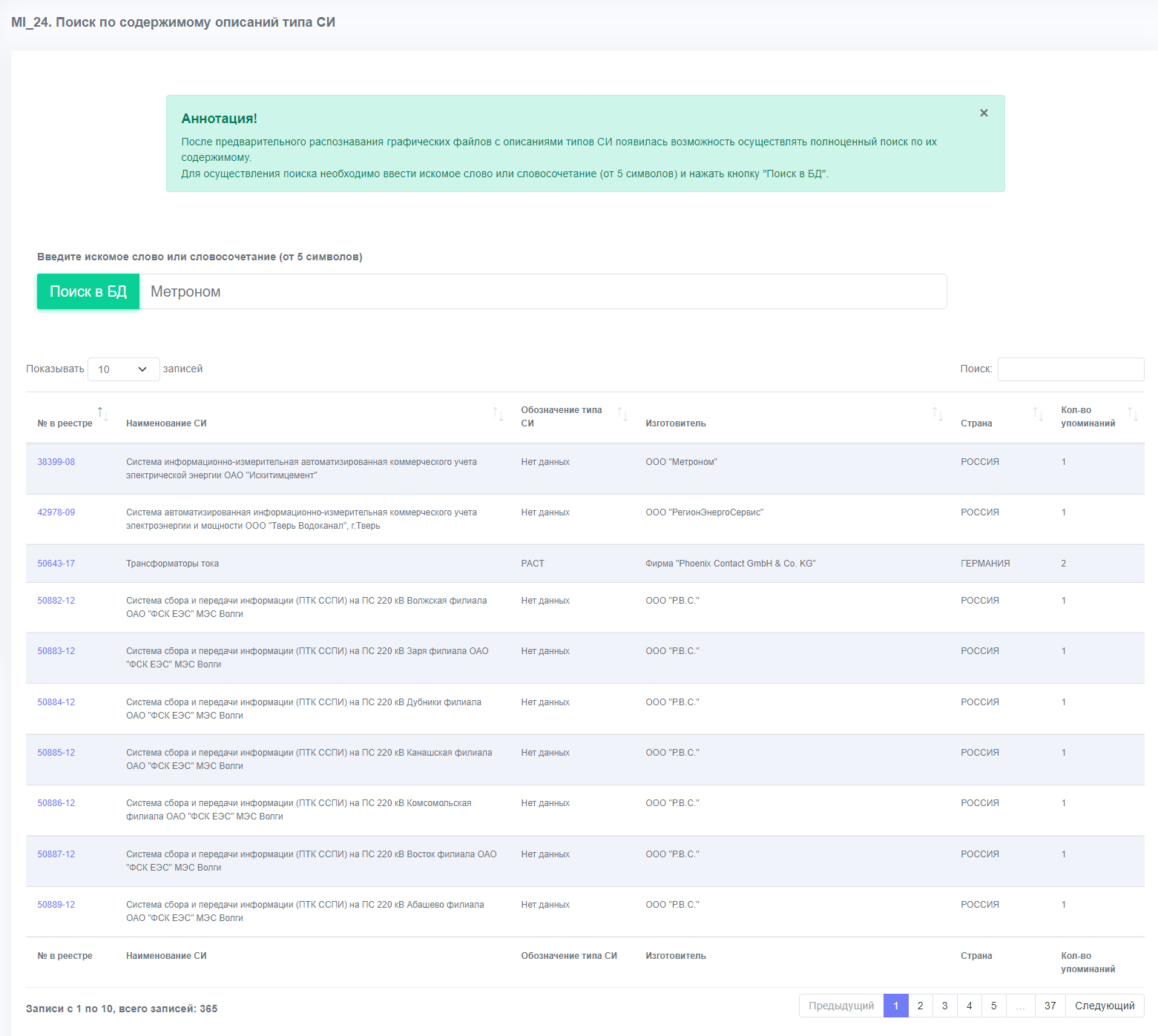
После предварительного распознавания графических файлов с описаниями типов СИ появилась возможность осуществлять полноценный поиск по их содержимому.
Для осуществления поиска необходимо ввести искомое слово или словосочетание (от 5 символов) и нажать кнопку "Поиск в БД".
Статистика
Кол-во поверок - 11
Выдано извещений - 0
Кол-во периодических поверок - 5
Кол-во средств измерений - 2
Кол-во владельцев - 3
Усредненный год выпуска СИ - 2013
МПИ по поверкам - 365 дн.
Приказы РСТ, где упоминается данный тип СИ
Наличие аналогов СИ: Установки для измерений диаметров осей (AXM-200)
| ИМПОРТНОЕ СИ № в реестре, наименование СИ, обозначение, изголовитель |
ОТЕЧЕСТВЕННЫЙ АНАЛОГ № в реестре, наименование СИ, обозначение, изголовитель |
|---|
Все средства измерений Фирма "Simmons Machine Tool Corp."
|
№ в реестре cрок св-ва |
Наименование СИ, обозначение, изголовитель | ОТ, МП | МПИ |
|---|---|---|---|
|
51163-12 13.09.2017 |
Установки для измерений диаметров осей, AXM-200 Фирма "Simmons Machine Tool Corp." (СОЕДИНЕННЫЕ ШТАТЫ ) |
ОТ |
1 год |
|
51174-12 13.09.2017 |
Системы измерений колесных пар, WSM-600 Фирма "Simmons Machine Tool Corp." (СОЕДИНЕННЫЕ ШТАТЫ ) |
ОТ |
1 год |
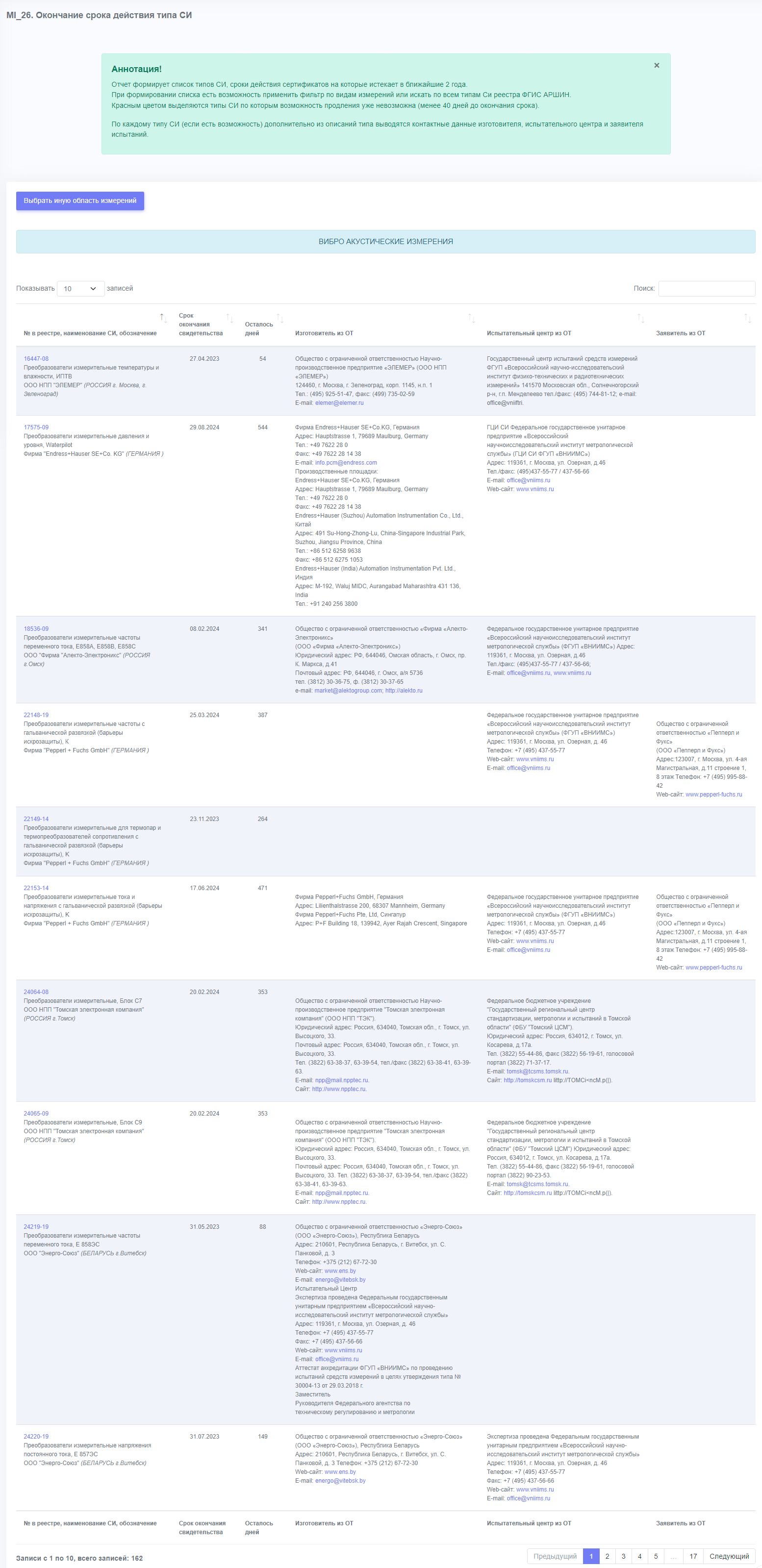
Отчет формирует список типов СИ, сроки действия сертификатов на которые истекает в ближайшие 2 года.
При формировании списка есть возможность применить фильтр по видам измерений или искать по всем типам Си реестра ФГИС АРШИН.
Красным цветом выделяются типы СИ по которым возможность продления уже невозможна (менее 40 дней до окончания срока).
По каждому типу СИ (если есть возможность) дополнительно из описаний типа выводятся контактные данные изготовителя, испытательного центра и заявителя испытаний.
Кто поверяет Установки для измерений диаметров осей (AXM-200)
| Наименование организации | Cтатус | Поверенные модификации | Кол-во поверок | Поверок в 2024 году | Первичных поверок | Периодических поверок | Извещений | Для юриков | Для юриков первичные | Для юриков периодические |
|---|---|---|---|---|---|---|---|---|---|---|
| ФБУ «Алтайский ЦСМ» (RA.RU.311486) | РСТ | 5 | 0 | 0 | 0 | 0 | 0 | 0 | ||
| ФБУ "АЛТАЙСКИЙ ЦСМ" (RA.RU.311486) | РСТ | 5 | 2 | 0 | 5 | 0 | 5 | 0 | 5 | |
| ФБУ "АЛТАЙСКИЙ ЦСМ" (RA.RU.311486) | РСТ | 1 | 0 | 0 | 0 | 0 | 0 | 0 |
Стоимость поверки Установки для измерений диаметров осей (AXM-200)
| Организация, регион | Стоимость, руб | Средняя стоимость |
|---|
Программное обеспечение
Программное обеспечение Simmons Axle Properties Identification System управляет процессом измерений, анализирует данные измерений и выполняет вычисления
параметров. В программной оболочке функции, дающие возможность изменения программного обеспечения пользователем, отсутствуют.
Программное обеспечение обрабатывает поток данных измерения внутри измерительных лазерных головок и направляет эти исходные данные на промышленный компьютер, расположенный внутри распределительного шкафа.
Идентификационные данные программного обеспечения приведены в таблице:
|
Наименование программного обеспечения |
Идентификационн ое наименование программного обеспечения |
Номер версии (идентификацио нный номер) программного обеспечения |
Цифровой идентификатор программного обеспечения |
Алгоритм вычисления цифрового идентификатора программного обеспечения |
|
Simmons Axle Properties Identification System |
AXM-200.exe |
v.7.1.0.0 |
ae5650a9bf88a0622 9683751fd998839 |
MD5 |
Уровень защиты программного обеспечения оценивается как «С» по МИ 3286-2010
Знак утверждения типа
Сведения о методиках измерений
Сведения о методиках (методах) измеренийМетод измерений изложен в документе «Установки для измерений диаметров осей AXM-200. Руководство по эксплуатации»
Нормативные и технические документы
Нормативные и технические документы, устанавливающие требования к установке для измерений диаметров осей AXM-200
МИ 2060-90 «ГСИ. Государственная поверочная схема для средств измерений длины в диапазоне 1*10-6 .50 м и длин волн в диапазоне 0,2 . 50 мкм»
Техническая документация фирмы - изготовителя.
Поверка
Поверкаосуществляется в соответствии с документом «Установки для измерения диаметров осей AXM-200. Методика поверки» разработанным и утвержденным ФГУП «ВНИИМС» в феврале 2012 г.
Основные средства поверки:
-штангенциркуль ШЦ-П-2000 - 0,05 ГОСТ 166; -штангенглубиномер ШГЦ-300 - 0,05 ГОСТ 162;
-скоба индикаторная СИ -200 по ГОСТ 11098;
- ось колесной пары РУ1 Ш по ГОСТ 22780-93.
Изготовитель
Фирма Simmons Machine Tool Corp., США1700 N. Broadway Albany, NY 12204
Телефон: 518-462-5431 Факс: 518-462-0371; E-mail: smt@smtgroup.com
Испытательный центр
Государственный центр испытаний средств измерений (ГЦИ СИ) ФГУП «ВНИИМС», г. МоскваУстановка состоит из двух модулей, одним из которых является станина, на которой смонтированы держатели осей стороны В (левая) и стороны А (правая), верхняя поперечная балка и шкаф питания. Второй модуль представляет из себя систему загрузки/разгрузки осей, на которой смонтирован подъемник.
Все измерения выполняются с помощью четырех бесконтактных лазерных датчиков Micro-Epsilon OptoControl 2600 с каждой стороны установки. С помощью светодиодного источника создается параллельная световая завеса. Камера на приборах с зарядовой связью (ПЗС-матрица) в приемной части измеряет контур цели, образованный тенью. Управление датчиком выполняет контроллер, связанный с графическим дисплеем, который осуществляет функции управления и измерений. Вычисляя наклон точек профиля, определяют переходные точки, используемые для вычисления длины элементов оси. В течение цикла измерений производится продольное сканирование оси для определения длины и местоположения концов оси, шеек, предподступичных и подступичных частей. После определения мест этих конструктивных элементов, на нескольких осях выполняется измерение каждого конструктивного элемента в местах, определенных при сканировании. На дисплее отображается значения длины, диаметра, и отклонения от формы каждой оси. Измеренные размеры сравниваются с допустимыми предельными значениями, после чего поступает сообщение обо всех размерах, которые вышли за пределы допуска.
Рисунок 1 - Общий вид установки AXM-200
|
Измеряемые параметры |
Диапазон измерений |
Пределы допускаемой абсолютной погрешности (мм) |
|
Диаметр, мм |
От 117,5 до 225,0 |
±0,0035 |
|
Длина оси, мм |
От 1930,0 до 2565,4 |
± 0,125 |
|
Длина шейки оси, мм |
От 25,0 до 1282,7 |
± 0,100 |
|
Длина предподступичной части, мм |
От 25,0 до 1257,7 |
± 0,160 |
|
Длина подступичной части |
От 25,0 до 1232,7 |
± 0,310 |
|
Расстояние между упорными торцами предподступичных частей, мм |
От 50,0 до 2515,4 |
± 0,140 |
|
Отклонение от круглости, мкм |
От 0 до 20,0 |
± 0,002 |
|
Полное биение, мкм |
От 0 до 40,0 |
± 0,010 |
|
Прямолинейность, мкм |
От 0 до 20,0 |
± 0,003 |
|
Отклонение профиля продольного сечения, мкм |
От 0 до 20,0 |
± 0,0035 |
|
Габаритные размеры, мм не более | |
|
Длина, |
1092; |
|
Ширина |
8128; |
|
Высота |
2435 |
|
Масса, кг, не более |
9080 |
Диапазон рабочих температур,... °С 20 ±5
Относительная влажность воздуха, %, не более 80