
Номер по Госреестру СИ: 48834-12
48834-12 Установки ультразвукового контроля сортового проката автоматизированные
(УЛЬТРА-PEL700B.005)
Назначение средства измерений:
Установки ультразвукового контроля сортового проката автоматизированные «УЛЬТРА-РЕЬ700В.005» (далее по тексту - установка) предназначены для обнаружения дефектов типа нарушения сплошности с измерением координаты выявленных дефектов поверхности и основного металла сортового проката круглого и квадратного сечения толщиной от 25 до 700 мм. Установка используется для автоматизированного ультразвукового контроля сплошности металла со скоростью сканирования до 2 м/с.

Внешний вид.
Установки ультразвукового контроля сортового проката автоматизированные
Рисунок № 1
Общие сведения
Дата публикации - 08.05.2018
Срок свидетельства - 21.12.2021
Номер записи - 137969
ID в реестре СИ - 360369
Тип производства - серийное
Описание типа
Поверка
Интервал между поверками по ОТ - 1 год
Наличие периодической поверки - Да
Методика поверки
Модификации СИ
Производитель
Изготовитель - ЗАО "Ультракрафт"
Страна - РОССИЯ
Населенный пункт - г.Череповец
Уведомление о начале осуществления предпринимательской деятельности - Да
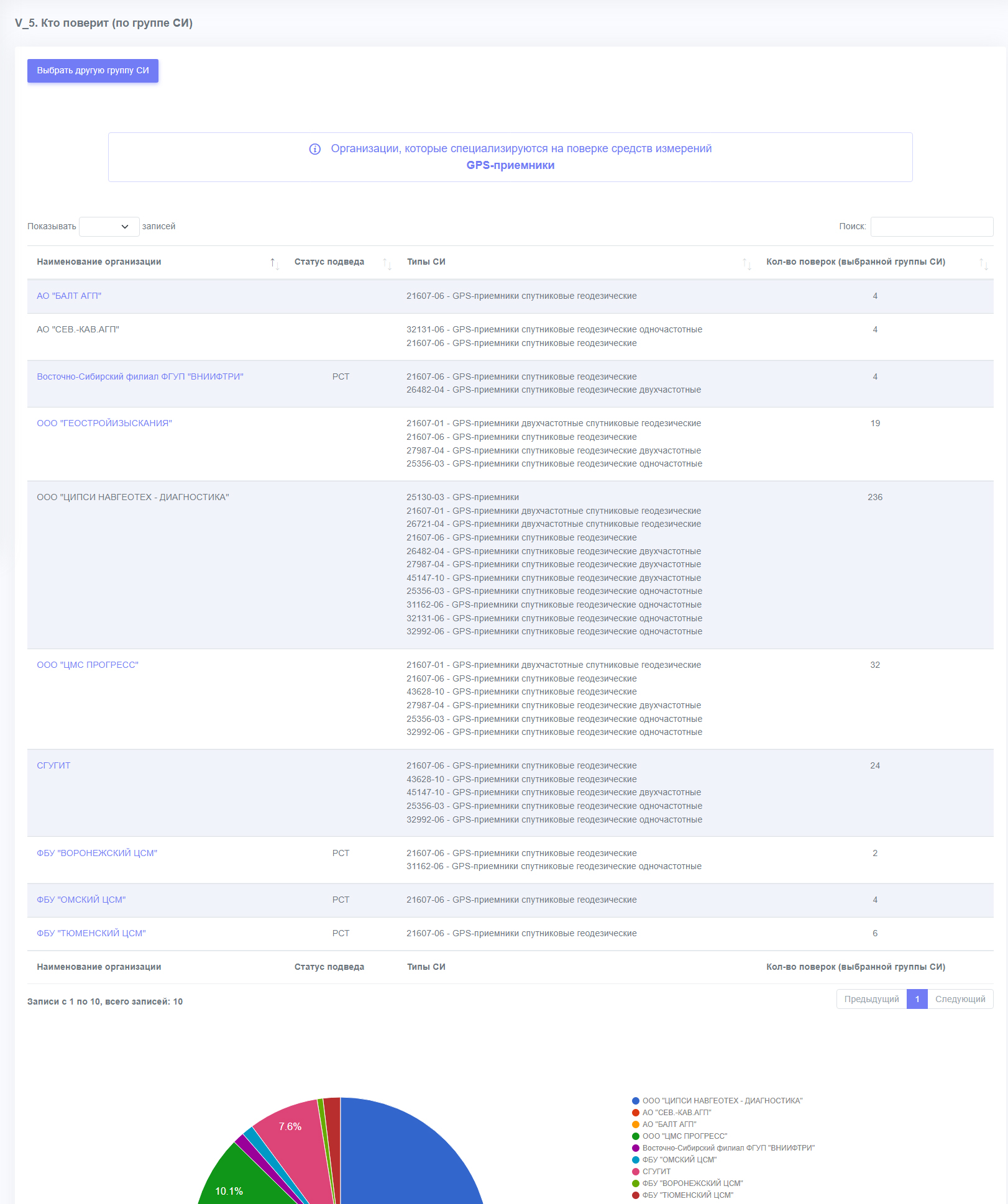
Отчет "Подбор поверителей по группе средств измерений измерений" позволяет быстро найти организации, специализирующиеся поверкой СИ определенной группы. Каталог содержит Более 900 групп СИ.
Для запуска отчета достаточно выбрать из списка интересующую группу СИ и нажать кнопку "Показать организации-поверители".
В результатах поиска будет отображена таблица, содержащая информацию об организациях, проводивших поверку, их статус (подвед РСТ или нет), модификации типов СИ, общее количество поверок и количество поверок, сделанных в текущем году.
Бесплатный
Статистика
Кол-во поверок -
Выдано извещений -
Кол-во периодических поверок -
Кол-во средств измерений -
Кол-во владельцев -
Усредненный год выпуска СИ -
МПИ по поверкам - дн.
Приказы РСТ, где упоминается данный тип СИ
№1050 от 2012.11.20 О переоформлении свидетельств об утверждении типа средств измерений (Регистрационный номер в Гос.реестре СИ 50059-12,48834-12,47830-11,49858-12,46731-11,49181-12)
№1936 от 2016.12.21 О продлении срока действия свидетельств об утверждении типа средств измерений
№1702 от 2017.08.09 О продлении срока действия свидетельств об утверждении типа средств измерений
Наличие аналогов СИ: Установки ультразвукового контроля сортового проката автоматизированные (УЛЬТРА-PEL700B.005)
| ИМПОРТНОЕ СИ № в реестре, наименование СИ, обозначение, изголовитель |
ОТЕЧЕСТВЕННЫЙ АНАЛОГ № в реестре, наименование СИ, обозначение, изголовитель |
|---|
Все средства измерений ЗАО "Ультракрафт"
|
№ в реестре cрок св-ва |
Наименование СИ, обозначение, изголовитель | ОТ, МП | МПИ |
|---|---|---|---|
|
46731-11 11.03.2026 |
Установки ультразвукового контроля сварных труб автоматизированные, УЛЬТРА-PE1420W.001 ЗАО "Ультракрафт" (РОССИЯ г.Череповец) |
ОТ МП |
1 год |
|
47830-11 22.07.2026 |
Установки ультразвукового контроля листового проката автоматизированные, УЛЬТРА-PE75Р.002 ЗАО "Ультракрафт" (РОССИЯ г.Череповец) |
ОТ МП |
1 год |
|
48834-12 21.12.2021 |
Установки ультразвукового контроля сортового проката автоматизированные, УЛЬТРА-PEL700B.005 ЗАО "Ультракрафт" (РОССИЯ г.Череповец) |
ОТ МП |
1 год |
|
49181-12 02.03.2017 |
Комплекты мер моделей дефектов, УКМ-УЛЬТРА ЗАО "Ультракрафт" (РОССИЯ г.Череповец) |
ОТ |
2 года |
|
49858-12 22.03.2022 |
Установки ультразвукового контроля бесшовных труб автоматизированные, УЛЬТРА-PE500N.004 ЗАО "Ультракрафт" (РОССИЯ г.Череповец) |
ОТ МП |
1 год |
|
50059-12 25.04.2027 |
Установки ультразвукового контроля слябов автоматизированные, УЛЬТРА-PEL600S.003 ЗАО "Ультракрафт" (РОССИЯ г.Череповец) |
ОТ МП |
1 год |
|
78916-20 07.08.2025 |
Комплексы для автоматического измерения геометрических параметров, ULTRAMETRIX ЗАО "Ультракрафт" (РОССИЯ г.Череповец) |
ОТ МП |
1 год |
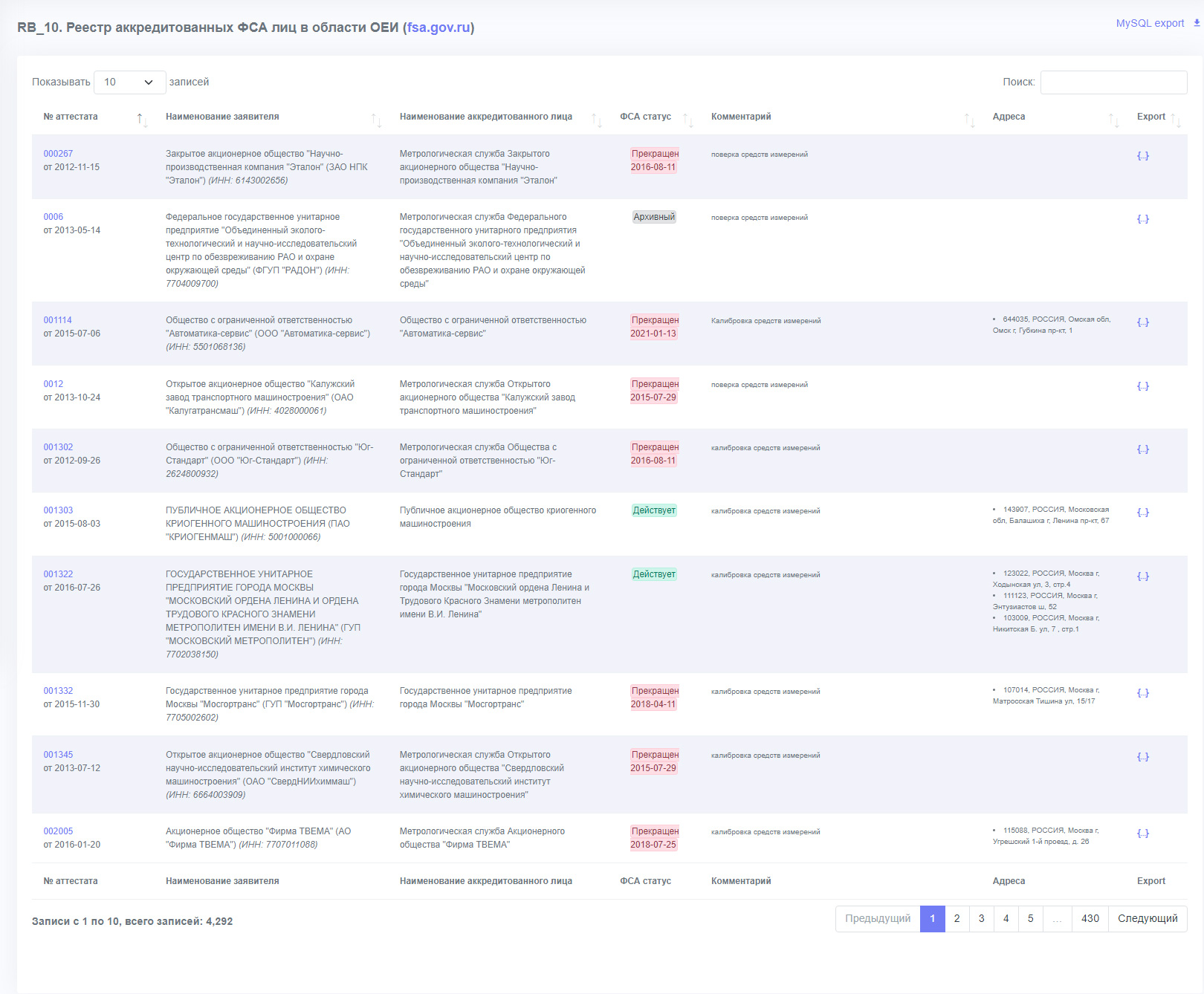
Справочник содержит информацию об организациях, аккредитованных на работу в области обеспечения единства измерений. За основу справочника взят реестр аккредитованных лиц (https://pub.fsa.gov.ru/ral) Федеральной службы по аккредитации. Частота обновления справочника не реже одного раза в квартал.
Справочник реализован в виде единой таблицы, имеется возможность поиска и сортировки по любому из полей. В таблице представлена следующая информация: Номер аттестата аккредитации, ИНН; Наименование организации; Наименование аккредитованного лица; Статус организации в реестре аккредитованных лиц ФСА; Комментарий; Адреса осуществления деятельности.
Бесплатный
Кто поверяет Установки ультразвукового контроля сортового проката автоматизированные (УЛЬТРА-PEL700B.005)
| Наименование организации | Cтатус | Поверенные модификации | Кол-во поверок | Поверок в 2025 году | Первичных поверок | Периодических поверок | Извещений | Для юриков | Для юриков первичные | Для юриков периодические |
|---|
Стоимость поверки Установки ультразвукового контроля сортового проката автоматизированные (УЛЬТРА-PEL700B.005)
| Организация, регион | Стоимость, руб | Средняя стоимость |
|---|---|---|
|
ФБУ Кузбасский ЦСМ Кемеровская область |
6733 | 6961 |
|
ФБУ Красноярский ЦСМ Красноярский край |
7416 | 6961 |
|
ФБУ Омский ЦСМ Омская область |
6733 | 6961 |
Программное обеспечение
Программное обеспечение состоит из программы компьютера УЗК и программы процессора блока АЦИ и файла конфигурации ПЛИС блока аналого-цифрового преобразователя (АЦП).
Конфигурационный файл ПЛИС формирует аппаратную часть блока АЦП, программа процессора блока АЦП управляет работой ПЛИС, получает из ПЛИС и обрабатывает измеренные параметры - амплитуду и положение импульсов в сигнале от ультразвукового преобразователя. Программа компьютера УЗК считывает обработанные параметры из платы АЦП и отображает их на экране монитора.
Метрологически значимая часть программного обеспечения содержится в файлах программы процессора АЦП и конфигурации ПЛИС АЦП. Эти файлы размещены в постоянном запоминающем устройстве (ПЗУ) блока АЦП.
Таблица 1
|
Наименование программного обеспечения |
Идентификационное наименование программного обеспечения |
Номер версии программного обеспечения |
Цифровой идентификатор программного обеспечения |
Алгоритм вычисления цифрового идентификатора |
|
Файл конфигурации ПЛИС блока АЦП |
adc.uk.1210.00.pld. rbf |
1.00.00 |
ad4a52c7bf9385b54 97bf221263015a9 |
MD5 |
|
Файл программы процессора блока АЦП |
adc.uk.1210.00.arm .hex |
1.00.00 |
8bc99327a2d57e6fa f9bec91d2ab6822 |
MD5 |
Проверка цифрового идентификатора производится программой УЗК путём считывания файлов из ПЗУ платы АЦП, считывания номера версии и вычисления цифрового идентификатора. При несовпадении номера версии или цифрового идентификатора работа блока АЦП блокируется.
Идентификация ПО осуществляется в процессе штатного функционирования.
Лист № 3 всего листов 5 Метрологически значимая часть программного обеспечения имеет уровень защиты «А» от непреднамеренных и преднамеренных изменений в соответствии с МИ 3286-2010. Защита метрологической части ПО от случайных или преднамеренных изменений обеспечивается путём блокирования работы блока АЦП при несовпадении номера версии или цифрового идентификатора.
Знак утверждения типа
Знак утверждения типаЗнак утверждения типа наносится на эксплуатационную документацию методом печати и на заднюю панель электронного блока прибора методом наклеивания.
Сведения о методиках измерений
Сведения о методиках (методах) измеренийСведения о методах измерений приведены в Руководстве по эксплуатации «Установка ультразвукового контроля сортового проката автоматизированная «УЛЬТРА-PEL700B.005» РЭ 4276-55-66744541- 11, раздел 2.
Нормативные и технические документы
Нормативные и технические документы устанавливающие требования к установке ультразвукового контроля сортового проката автоматизированной
«XnbTPA-PEL700B.O05
Технические условия «Установка ультразвукового контроля сортового проката автоматизированная «УЛЬТРА-PEL700B.005», ТУ 4276-55-66744541-11.
Поверка
Поверкаосуществляется в соответствии с методикой поверки «Установка ультразвукового контроля сортового проката автоматизированная «УЛЬТРА-PEL700B.005» Раздел 3.4 РЭ 4276-5566744541-11, утвержденной ГЦИ СИ ФГУП «ВНИИОФИ» в ноябре 2011 г.
Основные средства поверки:
Контрольный образец №2 из комплекта КОУ- 2, толщина контрольного образца
58,90 мм, абсолютная погрешность измерения толщины образца ± 0,01.
Испытательный центр
Государственный центр испытаний средств измерений ФГУП «ВНИИОФИ», аттестат аккредитации № 30003-08.Адрес: 119361 г. Москва, ул. Озерная, 46
Тел. 4 37-33-56; факс 437-31-47
E-mail: vniiofi@vniiofi.ru
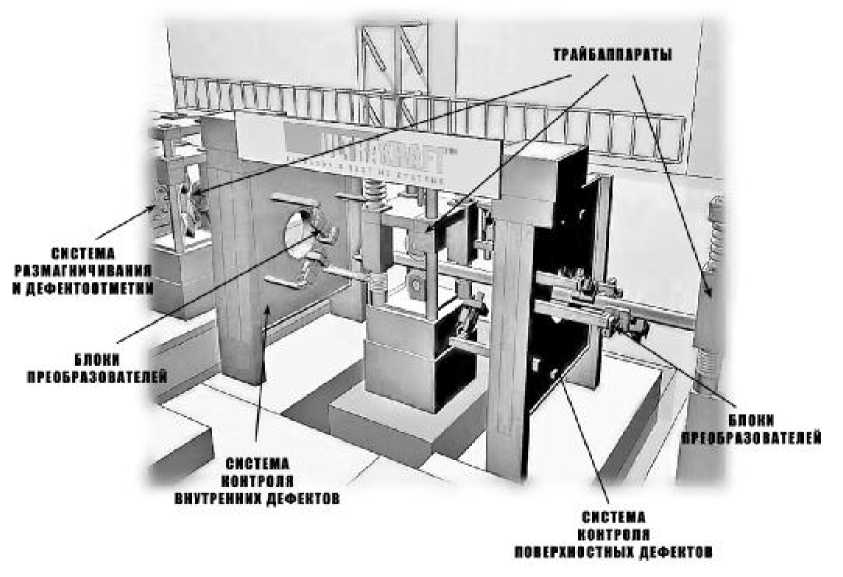
Принцип действия установки основан на использовании методов ультразвуковой дефектоскопии, основанных на прохождении, отражении и трансформации ультразвуковых колебаний в металлах.
Установка «УЛЬТРА-РЕЬ700В.005» представляет собой устройство, осуществляющее ультразвуковую дефектоскопию поверхности и основного металла сортового проката в технологическом режиме прокатных станов в соответствии с заданными стандартами и нормами качества.
Установка включает в себя две условно - независимые системы ультразвукового контроля:
-
- систему контроля поверхности сортового проката (СКПД);
-
- систему контроля внутренних дефектов основного металла (СКВД).
Общий вид установки показан на рисунке 1.
Рисунок 1
Конструкция установки включает в себя механическое оборудование, обеспечивающее перемещение заготовок в зоне контроля; пневматические и гидравлические системы, обеспечивающие позиционирование блоков акустических преобразователей; оборудование автоматики, электронную аппаратуру, управляющий вычислительный комплекс.
Установка имеет от одного до четырех измерительных модулей, включающих от 2 до 64 ультразвуковых пьезоэлектрических или электромагнитно - акустических преобразователей. Прозвучивание осуществляется по всей толщине заготовки.
Установка обеспечивает чувствительность к дефектам эквивалентным диаметру плоскодонного отражателя 2 мм для системы контроля внутренних дефектов (СКВД) и эквивалентным по отражающей способности фрезерованной проточке глубиной 0,2 мм и длиной 50 мм, выполненной на наружной поверхности заготовки для системы контроля поверхностных дефектов (СКПД).
На каждую дефектную заготовку распечатывается протокол контроля со схемой расположения дефектов (дефектограммой). Дефектные сечения заготовки отмечаются краской.
Все системы связаны с единым управляющим вычислительным комплексом (УВК), который координирует их работу, осуществляет управление информационными потоками, организует процесс контроля, сбор, обработку, представление и хранение его результатов.
УВК организует контроль в соответствии с установленными правилами отбраковки. Кроме того, УВК осуществляет:
-
- оперативную диагностику;
-
- сортировку заготовок на 4 кармана;
-
- отображение информации о дефектных зонах, сопровождение их изображения на мнемосхеме;
-
- классификацию несплошностей на "допустимые" и "недопустимые";
-
- сигнализацию недопустимых дефектов и выдачу управляющего сигнала на включение дефектоотметчика;
-
- печать протоколов контроля, архивирование и хранение данных (в состав УВК входит магнитооптический накопитель);
-
- связь с ЭВМ высшего уровня.
В комплект поставки установки ультразвукового контроля сортового проката автоматизированные «УЛЬТРА-PEL700B.005» входят основные узлы:
-
• Блок оборудования ультразвукового контроля*:
o Блок усилительно-генераторный 8 шт.
o Блок генераторный 8 шт.
o Блок усилительный 8 шт.
o Блок стабилизаторов 2 шт.
o Блок пьезоэлектрических преобразователей (ПЭП), пьезоэлектрическая фазированная решетка (ПФР) 8 шт.
o Блок электромагнитно- акустических преобразователей (ЭМАП) 8 шт.
-
• Комплект соединительных кабелей 1 шт.
-
• Вычислительный комплекс УЗК 1 шт.*
-
• Блок пневматического оборудования 1 шт.*
-
• Блок механического оборудования 1 шт.*
-
• Комплект запасных частей 1 комплект.
-
• Руководство по эксплуатации установки ультразвукового контроля сортового
проката автоматизированной «УЛЬТРА-PEL700B.005» (включая методику поверки Раздел 3.4) РЭ 4276-55-66744541-11 1 экз.
-
• Паспорт установки ультразвукового контроля сортового проката автоматизированной
«УЛЬТРА-PEL700B.005» П 4276-55-66744541-11 1 экз.
* - полный перечень оборудования приведен в паспорте на установку
Таблица 2
|
Наименование характеристик |
Значение характеристик |
|
Диапазон частоты заполнения зондирующих импульсов, МГц: • системы контроля поверхностных дефектов (СКПД) |
От 0,5 до 1,5 |
|
• системы контроля внутренних дефектов (СКВД) |
От 2 до 5 |
|
Предельное отклонение от номинального значения частоты заполнения зондирующих импульсов, % |
± 10 |
|
Номинальное значение углов ввода ультразвуковых сигналов, градус |
От 0 до 90 |
|
Предельное отклонение от номинального значения углов ввода ультразвуковых сигналов, градус |
± 3 |
|
Номинальное значение ширины активной зоны преобразователей по уровню 6 дБ, мм |
От 10 до 20 |
|
Предельное отклонение от номинального значения ширины активной зоны преобразователей по уровню 6 дБ, мм |
± 5 |
|
Запас чувствительности системы контроля дефектов по отношению опорный сигнал / шум, не менее, дБ | |
|
• номинальное значение для СКПД |
20 |
|
• номинальное значение для СКВД |
30 |
|
Эквивалентная чувствительность, мм: • для СКПД (прямоугольная проточка №5 по API 5L) |
0,2 х 50 |
|
• для СКВД (диаметр плоскодонного отражателя) |
2 |
|
Предельное отклонение от номинального значения эквивалентной чувствительности, мм |
± 0,1 |
|
Диапазон измерения координаты дефекта, мм: • поверхностных дефектов |
От 0,5 до 4 |
|
• внутренних дефектов |
От 25 до 700 |
|
Пределы допускаемого значения абсолютной погрешности измерения координаты дефекта, мм |
± 1,0 |
|
Масса: • общая масса механического оборудования, не более, кг |
25000 |
|
• общая масса электронного оборудования, не более, кг |
500 |
|
• общая масса оборудования автоматики, не более, кг |
1000 |
|
Габаритные размеры механической части установки, мм: • длина, не более |
7500 |
|
• ширина, не более |
3500 |
|
• высота, не более |
3500 |
|
Электропитание:
| |
|
Условия эксплуатации | |
|
температура в зоне контроля, °С |
От минус 20 до плюс 200 |
|
температура в зоне вторичной аппаратуры, °С |
От плюс 5 до плюс 30 |
|
вибрация в зоне контроля, не более, мм |
2,0 |
|
вибрация в зоне вторичной аппаратуры, не более, мм |
0,2 |
|
Полный установленный срок службы, лет |
5 |