
Номер по Госреестру СИ: 28150-13
28150-13 Установки для измерений параметров валов
(Opticline Contour)
Назначение средства измерений:
Установки для измерений параметров валов OPTICLINE CONTOUR (далее - установки) предназначены для измерений линейных размеров, формы и взаимного расположения поверхностей деталей типа валов (например, клапанов, валов компрессоров, насосов, электродвигателей, свечей зажигания и т.д.), а также формы поверхностей вращения сложного профиля (коленчатые и распределительные валы и т.п.) и резьб в измерительных лабораториях предприятий общего машиностроения, автомобильной, авиационной, энергетической и др. отраслей промышленности.


Внешний вид.
Установки для измерений параметров валов
Рисунок № 1

Внешний вид.
Установки для измерений параметров валов
Рисунок № 2
Общие сведения
Дата публикации - 08.05.2018
Срок свидетельства - 06.06.2018
Номер записи - 112638
ID в реестре СИ - 335038
Тип производства - серийное
Описание типа
Поверка
Интервал между поверками по ОТ - 1 год
Наличие периодической поверки - Да
Модификации СИ
OPTICLINE CONTOUR CA618-AE, OPTICLINE CONTOUR CA618, OPTICLINE CONTOUR CA314, OPTICLINE CONTOUR CA305, Opticline Contour C814, Opticline Contour C510, OPTICLINE CONTOUR C314, OPTICLINE CONTOUR C305, Opticline Contour C203, OPTICLINE CONTOUR C1023, CА305, CONTOUR C814, CONTOUR C305, CA314, CA305, C814, C314, C305, C1023-75AE, 305,
Производитель
Изготовитель - Фирма "HOMMEL-ETAMIC GmbH"
Страна - ГЕРМАНИЯ
Населенный пункт -
Уведомление о начале осуществления предпринимательской деятельности - Да
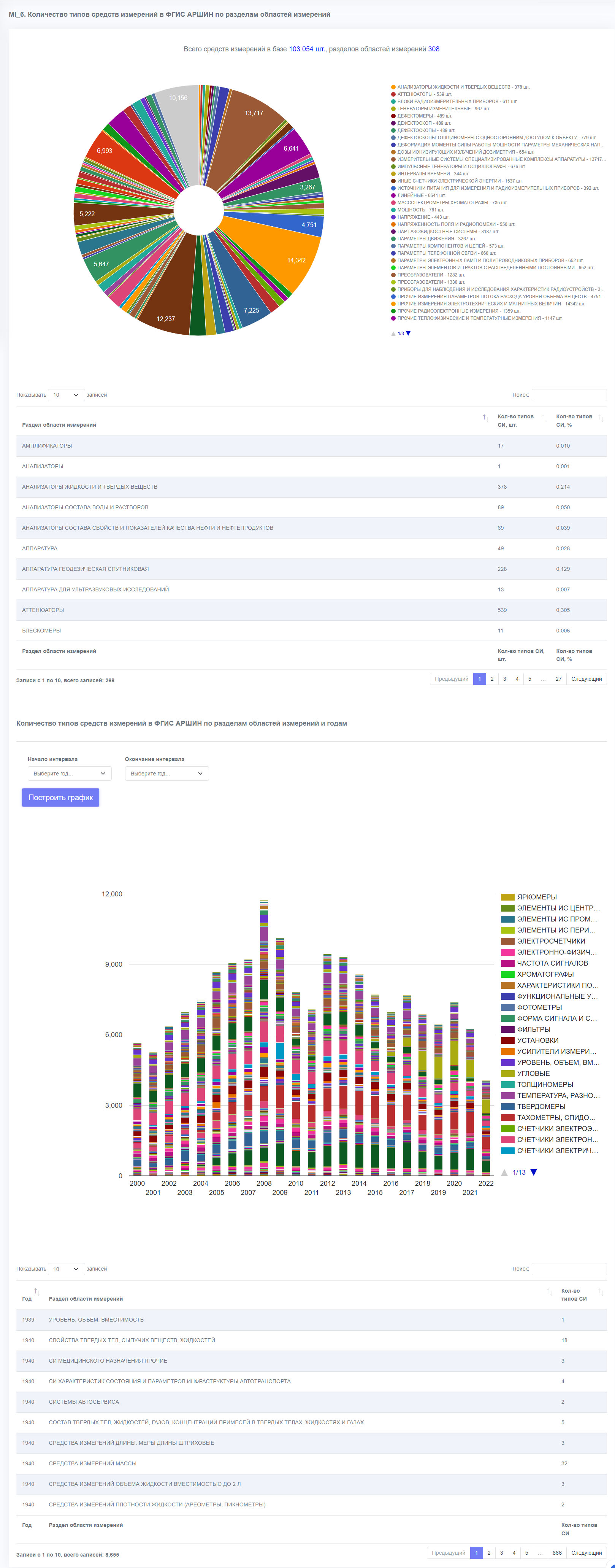
Каталог СИ, используемый в сервисе ОЕИ-Аналитика имеет трехуровневую структуру вида: области измерений (более 20), разделы областей измерений (более 250) и группы СИ (более 10 тыс.). При разработке каталога были использованы как существующие кодификаторы: МИ 2803-2014, МИ 2314-2006, МИ 2314-2022, так и собственные наработки. Перед применением каталог был адаптирован и обогащен данными из реального реестра, утвержденных типов СИ ФГИС АРШИН.
Отчет "Количество типов средств измерений в ФГИС АРШИН по разделам областей измерений" предназначен для сравнительного анализа количества утвержденных типов средств измерений, приходящихся на различные разделы областей измерений. Отчет состоит из двух графиков (одной круговой и одной столбчатой диаграммы) и двух интерактивных таблиц. Таблицы обладают функцией поиска и сортировки по любой из колонок.
Стоит отметить, что отнесение того или иного типа СИ к разделу области измерений осуществляется не вручную, а с использованием специального программного алгоритма по ключевым словосочетаниям. При таком подходе качество распределения СИ и покрытие реестра типов СИ АРШИНА зависит от качества, предложенных словосочетаний. По этой причине 20% типов СИ, занесённых в АРШИН автоматически распределить не удалось, что не должно существенно отразиться на процентном соотношением или пропорции между разделами областей измерений.
На круговой диаграмме показано количественное соотношение между разделами областей измерений по количеству утвержденных типов СИ. Ввиду того, что некоторые типы СИ могут входить в разные разделы областей измерений, суммарное количество типов СИ, приведенных на диаграмме будет превышать кол-во типов СИ, представленных в ФГИС АРШИН.
В отличии от круговой диаграммы столбчатая демонстрирует тоже разделение типов СИ по разделам областей измерений, но уже в динамике по годам начиная с 2000 года.
Статистика
Кол-во поверок - 73
Выдано извещений - 0
Кол-во периодических поверок - 39
Кол-во средств измерений - 12
Кол-во владельцев - 9
Усредненный год выпуска СИ - 2015
МПИ по поверкам - 370 дн.
Приказы РСТ, где упоминается данный тип СИ
№700 от 2017.04.04 О внесении изменений в описание типа на систему автоматизированную информационно-измерительную коммерческого учета электроэнергии (АИИС КУЭ) ОАО "Самаранефтегаз"
Наличие аналогов СИ: Установки для измерений параметров валов (Opticline Contour)
| ИМПОРТНОЕ СИ № в реестре, наименование СИ, обозначение, изголовитель |
ОТЕЧЕСТВЕННЫЙ АНАЛОГ № в реестре, наименование СИ, обозначение, изголовитель |
|---|
Все средства измерений Фирма "HOMMEL-ETAMIC GmbH"
|
№ в реестре cрок св-ва |
Наименование СИ, обозначение, изголовитель | ОТ, МП | МПИ |
|---|---|---|---|
|
28150-07 01.06.2012 |
Установки для измерений параметров валов , Opticline Contour Фирма "HOMMEL-ETAMIC GmbH" (ГЕРМАНИЯ ) |
1 год | |
|
28150-13 06.06.2018 |
Установки для измерений параметров валов , Opticline Contour Фирма "HOMMEL-ETAMIC GmbH" (ГЕРМАНИЯ ) |
ОТ |
1 год |
|
53053-13 25.03.2018 |
Приборы для измерений параметров шероховатости поверхности, Hommel-Etamic T1000 Фирма "HOMMEL-ETAMIC GmbH" (ГЕРМАНИЯ ) |
ОТ |
2 года |
|
53214-13 12.04.2018 |
Приборы для измерений параметров шероховатости, волнистости и профиля поверхности, Hommel-Etamic T8000, HOMMEL-ETAMIC C8000 Фирма "HOMMEL-ETAMIC GmbH" (ГЕРМАНИЯ ) |
ОТ |
2 года |
|
53512-13 15.05.2018 |
Меры для поверки установок, Opticline Contour Фирма "HOMMEL-ETAMIC GmbH" (ГЕРМАНИЯ ) |
ОТ |
2 года |
|
53739-13 07.05.2023 |
Приборы для измерений параметров шероховатости поверхности, Hommel-Etamic W5 Фирма "HOMMEL-ETAMIC GmbH" (ГЕРМАНИЯ ) |
ОТ |
2 года |
|
54219-13 16.07.2018 |
Приборы для измерений параметров шероховатости, Hommel-Etamic W55 Фирма "HOMMEL-ETAMIC GmbH" (ГЕРМАНИЯ ) |
ОТ |
2 года |
|
56367-14 24.12.2023 |
Приборы для измерений отклонений формы и расположения поверхностей, Hommel-Etamic F50, F135, F155, F435, F455, Roundscan 535, Roundscan 555 и Roundscan 590 Фирма "HOMMEL-ETAMIC GmbH" (ГЕРМАНИЯ ) |
2 года | |
|
60143-15 13.03.2020 |
Приборы для измерений параметров шероховатости и контура поверхности, Nanoscan 755, Nanoscan 855 Фирма "HOMMEL-ETAMIC GmbH" (ГЕРМАНИЯ ) |
ОТ МП |
2 года |
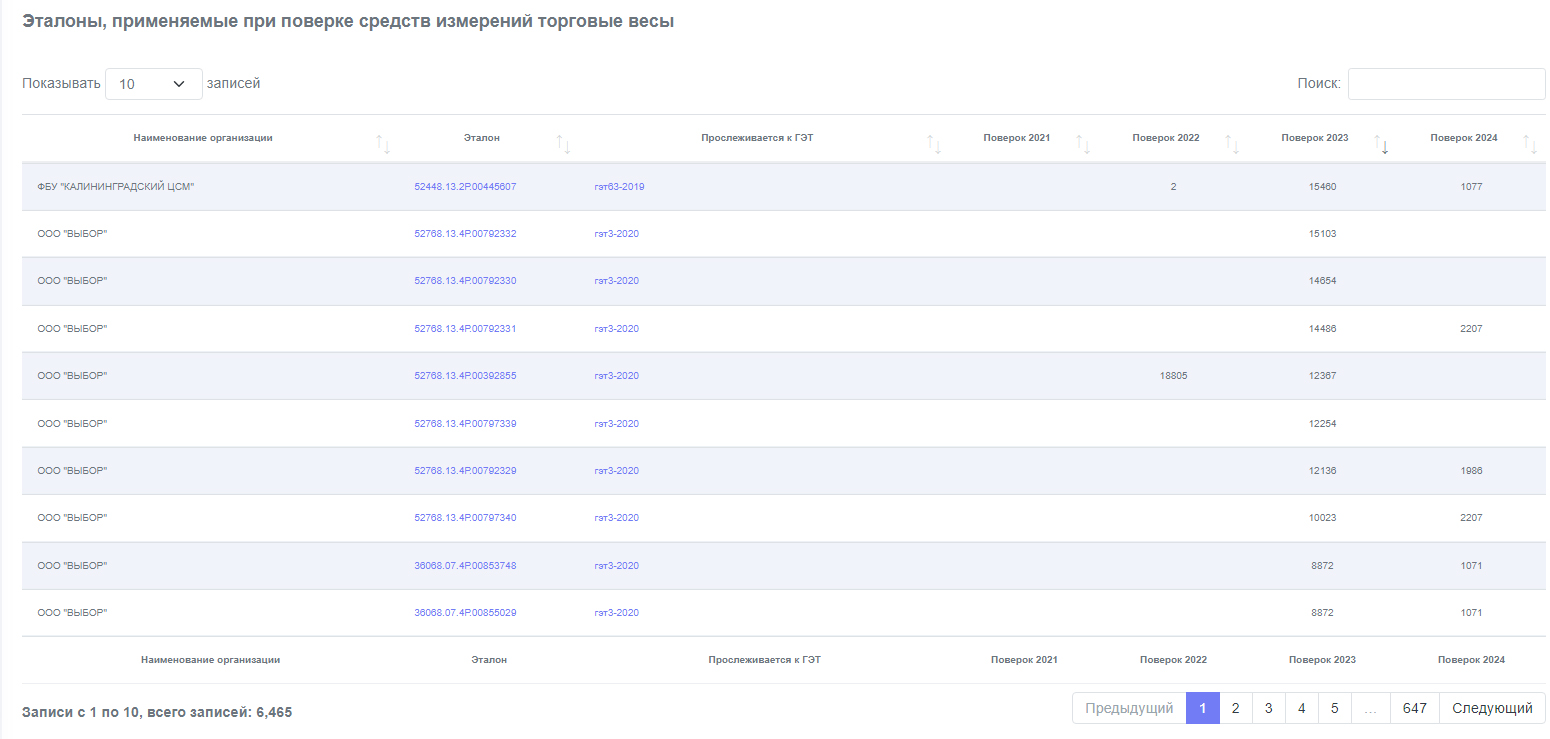
Отчет представляет собой таблицу с перечнем эталонов организаций, применяемых при поверке торговых весов. По каждому эталону приведена статистика поверок СИ по годам. В качестве эталона могут выступать ГЭТ, эталоны единиц величин или СИ, используемые в качестве эталонов.
Кто поверяет Установки для измерений параметров валов (Opticline Contour)
| Наименование организации | Cтатус | Поверенные модификации | Кол-во поверок | Поверок в 2024 году | Первичных поверок | Периодических поверок | Извещений | Для юриков | Для юриков первичные | Для юриков периодические |
|---|---|---|---|---|---|---|---|---|---|---|
| ООО "АДМ-ПРОФ" (RA.RU.312508) | 45 | 4 | 0 | 35 | 0 | 33 | 0 | 33 | ||
| ФГУП «ВНИИМС» (RA.RU.311493) | РСТ | 23 | 0 | 0 | 0 | 0 | 0 | 0 | ||
| ФГБУ "ВНИИМС" (RA.RU.311493) | РСТ | 5 | 1 | 4 | 0 | 5 | 1 | 4 |
Стоимость поверки Установки для измерений параметров валов (Opticline Contour)
| Организация, регион | Стоимость, руб | Средняя стоимость |
|---|
Программное обеспечение
Установки для измерений параметров валов OPTICLINE CONTOUR имеют в своем составе программное обеспечение (ПО), встроенное в аппаратное устройство СИ, разработанное для конкретной измерительной задачи, осуществляющее измерительные функции, функции индикации и передачи измерительной информации.
Защита программного обеспечения установок для измерений параметров валов
OPTICLINE CONTOUR соответствует уровню «А» по МИ 3286-2010.
Вычислительный алгоритм расположен в заранее скомпилированных бинарных файлах и не может быть модифицирован. ПО блокирует редактирование для пользователей и не позволяет удалять, создавать новые элементы или редактировать отчеты.
|
Наименование программ-ного обеспечения |
Идентификационное наименование программного обеспечения |
Номер версии (идентификационный номер) программного обеспечения |
Цифровой идентификатор программного обеспечения (контрольная сумма исполняемого кода) |
Алгоритм вычисления цифрового идентификатора программного обеспечения |
|
TURBO OPTIC 3 |
TO3 |
3.35 |
c1d1a802ae3 c400262aacf1ddb21b6db |
MD5 |
Программное обеспечение является неизменным. Средства для программирования или изменения метрологически значимых функций отсутствуют.
Знак утверждения типа
Знак утверждения типаЗнак утверждения типа корпус установки методом наклейки и на руководство по эксплуатации типографским методом.
Сведения о методиках измерений
Сведения о методиках (методах) измеренийМетоды измерений изложены в Руководстве по эксплуатации на установки.
Нормативные и технические документы
Нормативные и технические документы, устанавливающие требования к валам OPTICLINE CONTOURТехническая документация фирмы-изготовителя.
ГОСТ Р 8.763 - 2011 «ГСИ. Государственная поверочная схема для средств измерений длины в диапазоне 1z10-9.50 м и длин волн в диапазоне 0,2 ... 50 мкм».
Поверка
Поверкаосуществляется в соответствии с документом МП 28150-13 «Установки для измерений параметров валов OPTICLINE CONTOUR. Методика поверки», разработанным ЗАО «Мас-тер-ФИТ», г. Санкт-Петербург и утвержденным ГЦИ СИ ФГУП «ВНИИМС», г. Москва в апреле 2013 г.
Основные средства поверки: Меры для поверки установок OPTICLINE CONTOUR с допускаемым отклонением длин и диаметров ±0,1 мм.
Изготовитель
Hommel-Etamic GmbH, Германия
Alte Tuttlinger StraBe 20, 78056 Villingen-Schwenningen,
Phone +49 7720 602-0; Fax: +49 7720 602-123; E-mail: info.de@hommel-etamic.com
Заявитель
ЗАО «Мастер-ФИТ», г. Санкт-Петербург Адрес: 192171, ул. Седова, 65АТел./факс: (812) 336-40-50 / (812) 560-00-22; E-mail: meritel@metrologi.ru
Испытательный центр
Государственный центр испытаний средств измерений (ГЦИ СИ) ФГУП «ВНИ-ИМС», г. МоскваУстановки для измерений параметров валов OPTICLINE CONTOUR выпускаются семнадцати модификаций, различающихся конструктивным исполнением, размерами и диапазоном измеряемых диаметров и длин валов.
Конструктивно основание установки и вертикальная колонна объединены в один узел, в котором размещены приводы передней бабки и измерительный блок. Передняя бабка, расположенная на нижнем конце колонны, имеет приспособление для закрепления детали с помощью конуса Морзе или патрона. В зависимости от выполняемой измерительной задачи вал в процессе измерения остаётся неподвижным или вращается вокруг своей продольной оси. При измерении во время вращения, ось прибора приводится во вращение с постоянной скоростью позиционирующим двигателем. При измерении неподвижной детали позиционирующий двигатель фиксирует ось передней бабки в трех определённых положениях. Задняя бабка вместе с различными элементами управления закреплена на колонне подвижно. Как и передняя, задняя бабка снабжена крепёжным приспособлением с конусом Морзе и патроном. Элементы управления позволяют корректировать положение задней бабки в зависимости от длины детали и упрощают установку детали.
Оптический измерительный блок, состоящий из источника питания, осветителя, оптоэлектронной системы и системы обработки изображения, смонтирован на колонне и перемещается параллельно оси установки. Первичные измерительные данные, полученные с помощью оптоэлектронной системы и системы регистрации позиционирования , предварительно обрабатываются в измерительном компьютере и поступают на окончательную обработку в операторский персональный компьютер. Результат измерения, расчетов, оценки и анализа отображается на цветном дисплее и выводится на печать.
Рис. 1 - Общий вид установок для измерений параметров валов OPTICLINE CONTOUR
|
Модификация |
C203 |
C305 / CA305 |
C310 / CA310 |
C314 / CA314 |
C505 |
C510 |
C514 |
CA605 |
CA610 |
CA614 / CA614-AE |
CA618 / CA618-AE |
C805 |
C810 |
C814 |
C1014 |
C1023 |
C1023- 75АЕ |
|
Диапазон измерений, | |||||||||||||||||
|
диаметра, мм |
От 0,2 до 30 |
От 0,2 до 50 |
От 6 до 100 |
От 0,2 до 140 |
От 0,2 до 50 |
От 6 до 100 |
От 0,2 до 140 |
От 0,2 до 50 |
От 6 до 100 |
От 0,2 до 140 |
От 0,2 до 180 |
От 0,2 до 50 |
От 6 до 100 |
От 0,2 до 140 |
От 0,2 до 140 |
От 0,2 до 230 |
От 0,2 до 230 |
|
длины, мм |
От 0 до 250 |
От 0 до 300 |
От 0 до 300 |
От 0 до 250 |
От 0 до 550 |
От 0 до 550 |
От 0 до 500 |
От 0 до 600 |
От 0 до 600 |
От 0 до 600 |
От 0 до 580 |
От 0 до 850 |
От 0 до 850 |
От 0 до 800 |
От 0 до 1000 |
От 0 до 1000 |
От 0 до 1000 |
|
Допускаемые размеры детали | |||||||||||||||||
|
диаметр, мм |
150 |
150 |
150 |
150 |
150 |
150 |
150 |
149 |
149 |
149 |
199 |
150 |
150 |
150 |
150 |
300 |
300 |
|
длина, мм |
250 |
300 |
300 |
280 |
550 |
550 |
530 |
600 |
600 |
600 |
600 |
850 |
850 |
830 |
1000 |
1000 |
1000 |
|
Допускаемая масса детали, кг | |||||||||||||||||
|
5 |
10 |
10 |
10 |
15 |
15 |
15 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
40 |
40 |
75 | |
|
Разрешение при измерении | |||||||||||||||||
|
диаметра, мкм |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1/0,2 |
0,1/0,2 | |||||||||
|
длины, мкм |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1/0,5 |
0,1/0,5 | |||||||||
|
угла поворота, ... ° |
0,018 |
0,018 / 0,0018 |
0,018 |
0,0018 |
0,0018 /0,005 |
0,018 |
0,018 |
0,001 | |||||||||
|
Пределы допускаемой погрешности при измерении | |||||||||||||||||
|
диаметра, мкм |
(2+D/100), где D-измеряемый диаметр в мм | ||||||||||||||||
|
длины, мкм |
(5+L/100), где L-измеряемая длина в мм | ||||||||||||||||
|
Сходимость при измерении | |||||||||||||||||
|
диаметра, мкм |
0,5 | ||||||||||||||||
|
длины, мкм |
3 | ||||||||||||||||
Лист № 4 Всего листов 5