
Номер по Госреестру СИ: 76659-19
76659-19 Линейки поверочные
(-)
Назначение средства измерений:
Линейки поверочные предназначены для измерений отклонений от прямолинейности и плоскостности.


Внешний вид.
Линейки поверочные
Рисунок № 1

Внешний вид.
Линейки поверочные
Рисунок № 2

Внешний вид.
Линейки поверочные
Рисунок № 3

Внешний вид.
Линейки поверочные
Рисунок № 4

Внешний вид.
Линейки поверочные
Рисунок № 5

Внешний вид.
Линейки поверочные
Рисунок № 6

Внешний вид.
Линейки поверочные
Рисунок № 7
Общие сведения
Дата публикации - 05.01.2020
Срок свидетельства - 29.11.2029
Номер записи - 174984
ID в реестре СИ - 953041
Тип производства - серийное
Описание типа
Поверка
Интервал между поверками по ОТ - 1 год
Наличие периодической поверки - Да
Методика поверки
Модификации СИ
ЛТ-200 кл.1, ЛТ 320, ЛТ, Линейка поверочная ЛТ, Линейка поверочная ЛД, Линейка ЛТ, Линейка ЛД, лекальная с двухсторонним скосом ЛД-500,КТ1., лекальная с двухсторонним скосом ЛД-320,КТ1., ЛД-320 кл.1, ЛД-320, ЛД-125 кл.0, ЛД-125, ЛД 500, КТ 1, ЛД 500, ЛД 50, ЛД 125, ЛД, 500 мм, -,
Производитель
Изготовитель - Общество с ограниченной ответственностью Южно-Уральский Инструментальный Завод «КАЛИБР»(ООО ЮУИЗ «КАЛИБР»)
Страна - РОССИЯ
Населенный пункт - г. Челябинск
Уведомление о начале осуществления предпринимательской деятельности -
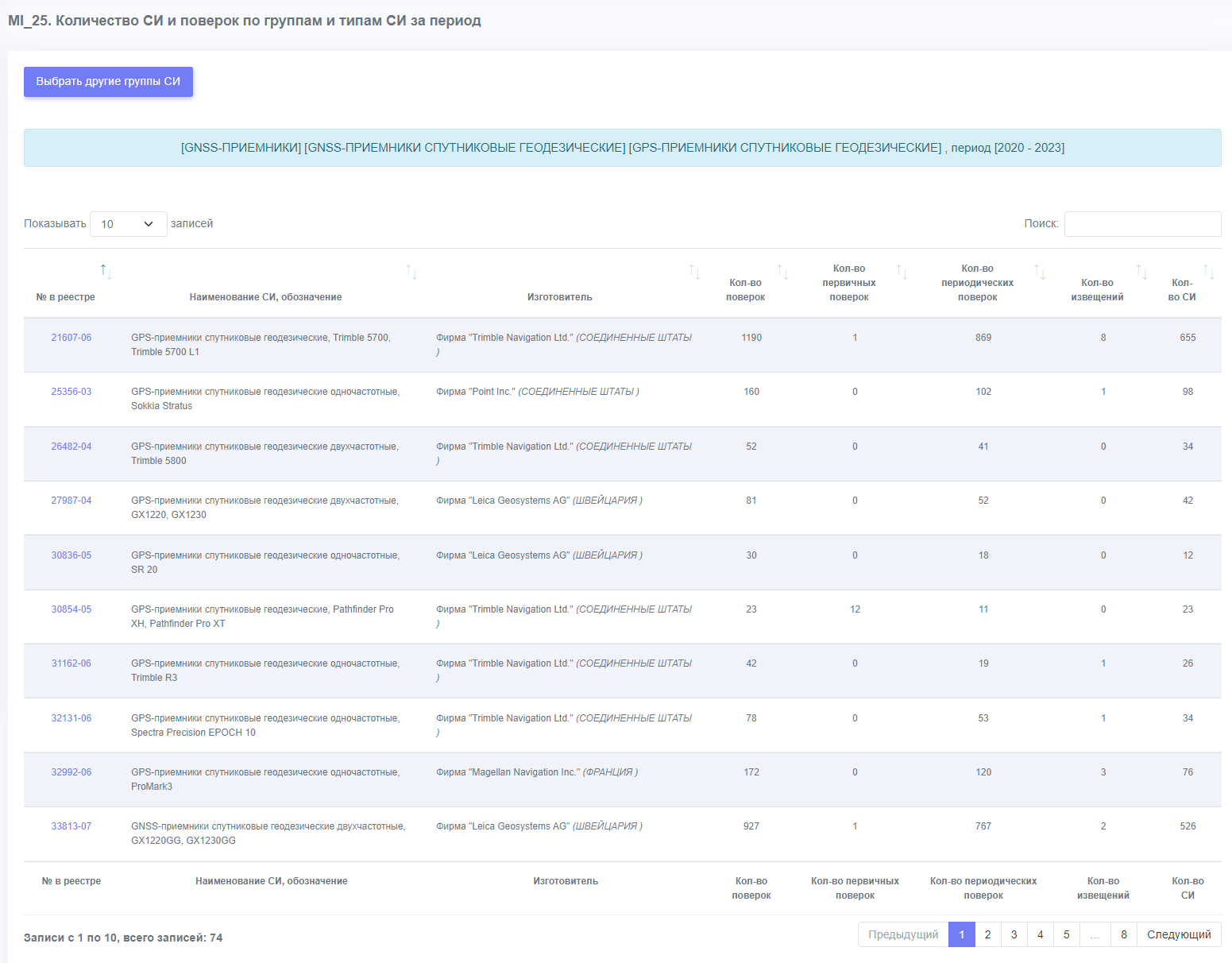
Отчет позволяет выбрать период исследования (например, с 2010 по 2023 годы) и группы СИ (например, [GNSS-ПРИЕМНИКИ СПУТНИКОВЫЕ] [GNSS-ПРИЕМНИКИ СПУТНИКОВЫЕ ГЕОДЕЗИЧЕСКИЕ]) и получить по заданным входным условиям информацию о типах СИ, входящих в выбранные группы, количестве поверок (всех, первичных, периодических и извещений) и количестве средств измерений каждого из типов СИ.
Пояснения
Поверок - всего поверок за выбранный период
Первичных поверок - в качестве маркера первичной поверки берется статус, передаваемый из АРШИН (это не аналитика, а статус из АРШИНа)
Периодических поверок - в качестве маркера периодической поверки берется статус, передаваемый из АРШИН
Без статуса - вычисляется по формуле: Поверок-(Первичных поверок+Периодических поверок)
Кол-во извещений - в качестве маркера извещения поверки берется статус, передаваемый из АРШИН
Кол-во СИ - количество уникальных СИ (год + заводской номер + СИ), поверенных за выбранный период
Кол-во действующих СИ - количество уникальных СИ (год + заводской номер + СИ), действующими на сегодняшнюю дату поверками. Сюда попадают СИ, где поле с датой окончания поверки пустое (т.е. для СИ есть только первичная поверка при выпуске с производства и это не извещение о непригодности) или дата окончания поверки еще не истекла.
Статистика
Кол-во поверок - 197
Выдано извещений - 7
Кол-во периодических поверок - 122
Кол-во средств измерений - 46
Кол-во владельцев - 19
Усредненный год выпуска СИ - 2011
МПИ по поверкам - 364 дн.
Приказы РСТ, где упоминается данный тип СИ
№2694 от 2021.12.02 Об утверждении типов средств измерений (17)
№804 от 2012.09.26 Об утверждении государственных эталонов единиц величин (ФБУ "Саратовский ЦСМ им. Б.А.Дубовикова")
№2827 от 2019.10.29 Об утверждении типов средств измерений
№1439 от 2024.06.17 ПРИКАЗ_О внесении изменений в сведения об утвержденных типах средств измерений в части продления срока действия СИ (22)
Наличие аналогов СИ: Линейки поверочные (-)
| ИМПОРТНОЕ СИ № в реестре, наименование СИ, обозначение, изголовитель |
ОТЕЧЕСТВЕННЫЙ АНАЛОГ № в реестре, наименование СИ, обозначение, изголовитель |
|---|
Все средства измерений Общество с ограниченной ответственностью Южно-Уральский Инструментальный Завод «КАЛИБР»(ООО ЮУИЗ «КАЛИБР»)
|
№ в реестре cрок св-ва |
Наименование СИ, обозначение, изголовитель | ОТ, МП | МПИ |
|---|---|---|---|
|
76272-19 27.09.2029 |
Бруски контрольные, - Общество с ограниченной ответственностью Южно-Уральский Инструментальный Завод «КАЛИБР»(ООО ЮУИЗ «КАЛИБР») (РОССИЯ г. Челябинск) |
ОТ МП |
1 год |
|
76659-19 29.11.2029 |
Линейки поверочные, - Общество с ограниченной ответственностью Южно-Уральский Инструментальный Завод «КАЛИБР»(ООО ЮУИЗ «КАЛИБР») (РОССИЯ г. Челябинск) |
ОТ МП |
1 год |
|
77304-20 30.01.2030 |
Нутромеры микрометрические, - Общество с ограниченной ответственностью Южно-Уральский Инструментальный Завод «КАЛИБР»(ООО ЮУИЗ «КАЛИБР») (РОССИЯ г. Челябинск) |
ОТ МП |
1 год |
|
77293-20 30.01.2030 |
Кольца торговой марки "КАЛИБР", - Общество с ограниченной ответственностью Южно-Уральский Инструментальный Завод «КАЛИБР»(ООО ЮУИЗ «КАЛИБР») (РОССИЯ г. Челябинск) |
ОТ МП |
1 год |
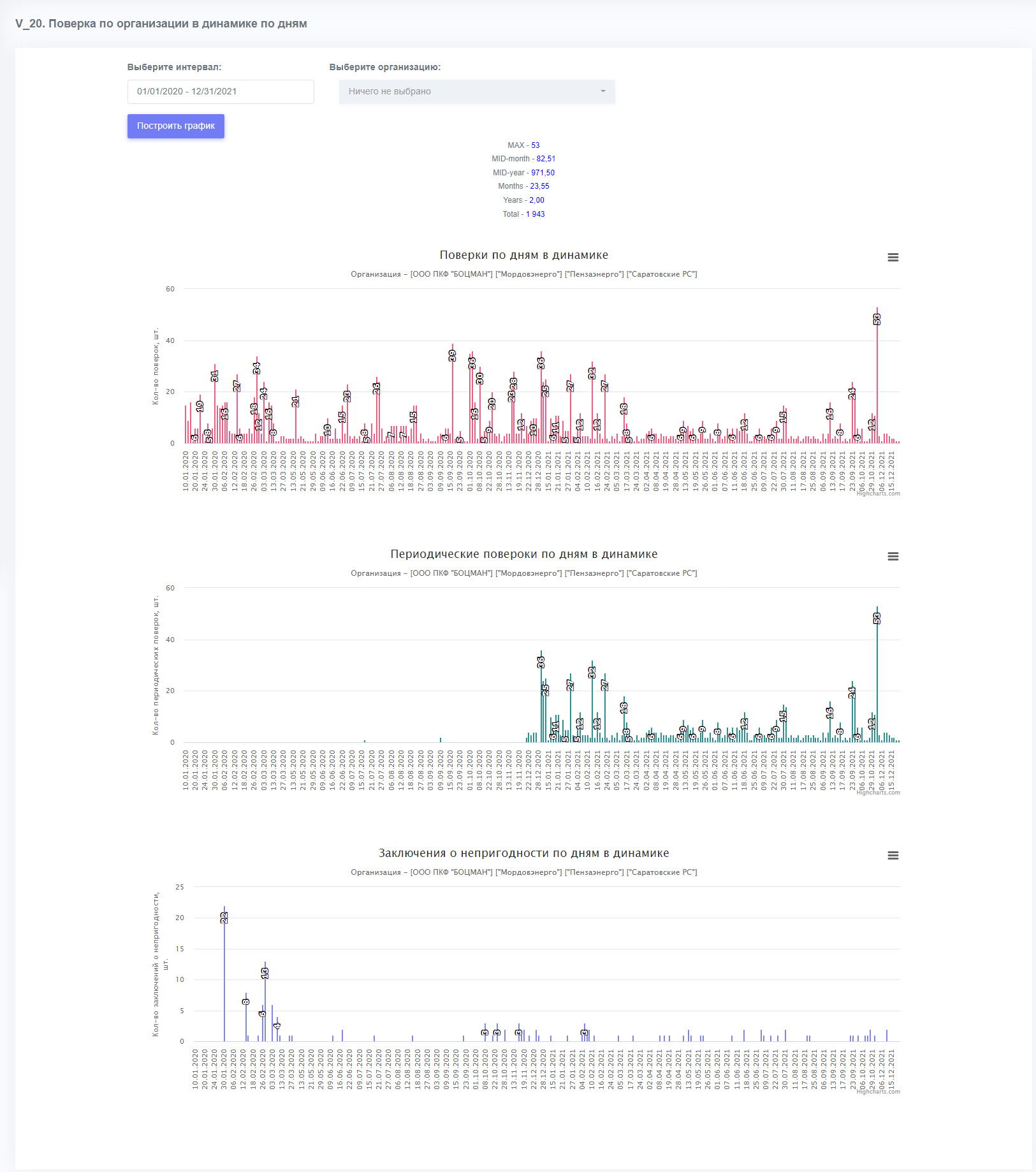
Отчет "V_20. Поверка по организации в динамике по дням" полезен для оценки объёмов количества поверок, проводимых аккредитованной организацией. Отчет строится в динамике по дням и представлен тремя графиками. Графики являются интерактивными с возможностью масштабирования и экспорта в сторонние программы. В зависимости от выбранного графика приводятся объёмы поверок (все поверки, периодические поверки, извещения о непригодности) по дням, конкретной организации или группы организаций.
Для справки в шапке отчета приводится усредненная статистика по запросу:
- максимальное количество поверок за день
- среднее количество поверок в месяц и год
- количество месяцев (в выбранном временном интервале)
- количество годов (в выбранном временном интервале)
- общее количество поверок за выбранный период
Для построения отчета необходимо предварительно сконфигурировать два параметра его отображения:
1- Выбрать интересующим временной интервал (в БД имеются данные начиная с 2010 г.)
2- Выбрать аккредитованную на поверку организацию (несколько организаций) из списка СИ (выпадающий список позволяет делать множественный выбор). Существование дубликатов организаций вызвано разницей в написании наименований и преобразовании форм собственности организаций за все время ведения федерального фонда. Для удобства выбора в скобках указано общее кол-во поверок в системе, приходящееся на конкретного поверителя.
Кто поверяет Линейки поверочные (-)
| Наименование организации | Cтатус | Поверенные модификации | Кол-во поверок | Поверок в 2024 году | Первичных поверок | Периодических поверок | Извещений | Для юриков | Для юриков первичные | Для юриков периодические |
|---|---|---|---|---|---|---|---|---|---|---|
| ООО «МетрЛифтСервис» (RA.RU.314115) | 14 | 14 | 0 | 0 | 14 | 14 | 0 | |||
| АО "НПО "СПЛАВ" ИМ. А.Н. ГАНИЧЕВА" (РОСС RU.0001.310440) | 1 | 0 | 1 | 0 | 1 | 0 | 1 | |||
| ФБУ "СМОЛЕНСКИЙ ЦСМ" (RA.RU.311305) | РСТ | 4 | 1 | 0 | 4 | 0 | 4 | 0 | 4 | |
| ФБУ "ЧЕЛЯБИНСКИЙ ЦСМ" (RA.RU.311482) | РСТ | 1 | 0 | 0 | 0 | 0 | 0 | 0 | ||
| ФБУ "УРАЛТЕСТ" (RA.RU.311249) | РСТ | 4 | 1 | 0 | 4 | 0 | 4 | 0 | 4 | |
| АО "РСК "МИГ" (RA.RU.311302) | 4 | 0 | 4 | 0 | 4 | 0 | 4 | |||
| АО "НАУЧНО-ПРОИЗВОДСТВЕННАЯ КОРПОРАЦИЯ "УРАЛВАГОНЗАВОД" (1104) | 6 | 1 | 0 | 6 | 0 | 6 | 0 | 6 | ||
| АО "ВМП "АВИТЕК" (RA.RU.312393) | 21 | 0 | 21 | 0 | 21 | 0 | 21 | |||
| АО «ТЯЖМАШ» (RA.RU.311513) | 10 | 3 | 0 | 10 | 0 | 10 | 0 | 10 | ||
| ФБУ "ОМСКИЙ ЦСМ" (RA.RU.311220) | РСТ | 5 | 5 | 0 | 0 | 5 | 5 | 0 | ||
| ООО "ИНЭКС СЕРТ" (RA.RU.312302) | 1 | 0 | 1 | 0 | 1 | 0 | 1 | |||
| ФБУ "ТЕСТ-С.-ПЕТЕРБУРГ" (RA.RU.311483) | РСТ | 7 | 0 | 7 | 0 | 6 | 0 | 6 | ||
| АО "ИМЗ", АО "ИЖЕВСКИЙ МЕХАНИЧЕСКИЙ ЗАВОД" (RA.RU.311518) | 3 | 1 | 0 | 3 | 0 | 3 | 0 | 3 | ||
| ФБУ "ЧЕЛЯБИНСКИЙ ЦСМ" (RA.RU.311503) | РСТ | 3 | 1 | 0 | 3 | 0 | 3 | 0 | 3 | |
| ФБУ "ДАГЕСТАНСКИЙ ЦСМ" (RA.RU.311505) | РСТ | 1 | 0 | 1 | 1 | 1 | 0 | 1 | ||
| ФБУ "РОСТЕСТ-МОСКВА" (RA.RU.311341) | РСТ | 4 | 1 | 0 | 4 | 0 | 4 | 0 | 4 | |
| АО "НПО АВТОМАТИКИ" (RA.RU.313111) | 9 | 0 | 9 | 0 | 5 | 0 | 5 | |||
| АО "НПЗ" (RA.RU.313413) | 6 | 0 | 5 | 0 | 0 | 0 | 0 | |||
| ПАО НПО"ИСКРА" (RA.RU.312220) | 1 | 0 | 1 | 0 | 1 | 0 | 1 | |||
| ПАО ТКЗ «Красный котельщик» (РОСС СОБ 3.00244.2014) | 11 | 1 | 0 | 11 | 0 | 11 | 0 | 11 | ||
| ООО «ПРОММАШ ТЕСТ МЕТРОЛОГИЯ» (RA.RU.313740) | 11 | 1 | 6 | 5 | 1 | 11 | 6 | 5 | ||
| ФБУ "ХАБАРОВСКИЙ ЦСМ" (RA.RU.311510) | РСТ | 1 | 0 | 1 | 1 | 1 | 0 | 1 | ||
| ФБУ "Краснодарский ЦСМ" (RA.RU.311441) | РСТ | 3 | 3 | 0 | 3 | 0 | 3 | 0 | 3 | |
| ОАО "МЗ "АРСЕНАЛ" (RA.RU.310554) | 6 | 3 | 0 | 6 | 3 | 6 | 0 | 6 | ||
| Филиал АО «НПЦАП» - "ПО "КОРПУС" (RA.RU.311895) | 3 | 2 | 0 | 3 | 0 | 3 | 0 | 3 | ||
| ООО "МЦ СЕВР ГРУПП" (RA.RU.314078) | 51 | 35 | 48 | 3 | 0 | 51 | 48 | 3 | ||
| ФБУ "ТЕСТ-С.-ПЕТЕРБУРГ" (RA.RU.311501) | 2 | 2 | 0 | 2 | 1 | 2 | 0 | 2 | ||
| ФБУ "ЗАБАЙКАЛЬСКИЙ ЦСМ" (RA.RU.311502) | РСТ | 1 | 0 | 1 | 0 | 1 | 0 | 1 | ||
| ФБУ "УЛЬЯНОВСКИЙ ЦСМ" (RA.RU.311219) | РСТ | 2 | 1 | 0 | 2 | 0 | 2 | 0 | 2 | |
| ФБУ "ВОРОНЕЖСКИЙ ЦСМ" (RA.RU.311467) | РСТ | 1 | 1 | 0 | 1 | 0 | 1 | 0 | 1 |
Стоимость поверки Линейки поверочные (-)
| Организация, регион | Стоимость, руб | Средняя стоимость |
|---|---|---|
|
ФБУ Калужский ЦСМ Калужская область |
1805 | 1909 |
|
ФБУ Калужский ЦСМ Калужская область |
2890 | 1909 |
|
ООО "МЦ СЕВР ГРУПП" Москва |
2670 | 1909 |
|
ФБУ УРАЛТЕСТ Свердловская область |
328 | 1909 |
|
ФБУ Челябинский ЦСМ Челябинская область |
180 | 1909 |
Знак утверждения типа
Знак утверждения типана титульный лист паспорта типографским методом.
Сведения о методиках измерений
Сведения о методиках (методах) измерений отсутствуют.
Нормативные и технические документы
Нормативные документы, устанавливающие требования к линейкам поверочным Государственная поверочная схема для средств измерений отклонений от прямолинейности и плоскостности, утвержденная приказом Росстандарта № 1045
от 28.05.2018 г.
ГОСТ 8026-92 Линейки поверочные. Технические условия
Поверка
Поверкаосуществляется по документу МИ 1729-87 ГСИ. Линейки поверочные. Методика поверки. Основные средства поверки:
- автоколлиматор с ценой деления 0,2 " 1- го разряда согласно Государственной поверочной схеме для средств измерений отклонений от прямолинейности и плоскостности, утвержденной приказом Росстандарта № 1045 от 28.05.2018 г.;
- синусная линейка типа ЛС по ГОСТ 4046-80;
- автоколлиматор с ценой деления 0,5" или 1" 2-го разряда согласно Государственной поверочной схеме для средств измерений отклонений от прямолинейности и плоскостности, утвержденной приказом Росстандарта № 1045 от 28.05.2018 г.;
- поверочные линейки типов ШМ ШП и ШД 2-го и 3-го разрядов согласно Государственной поверочной схеме для средств измерений отклонений от прямолинейности и плоскостности, утвержденной приказом Росстандарта № 1045 от 28.05.2018 г.;
- измерительная головка 1ИГ по ГОСТ 18833-73 с приспособлением .
Допускается применение аналогичных средств поверки, обеспечивающих определение метрологических характеристик поверяемых средств измерений с требуемой точностью.
Знак поверки наносится на свидетельство о поверке.
Изготовитель
Общество с ограниченной ответственностью Южно-Уральский Инструментальный Завод «КАЛИБР» (ООО ЮУИЗ «КАЛИБР»)ИНН 7449131361
Адрес: 454119, г. Челябинск, ул. Нахимова, д. 20-п, помещение 6, офис 1 Телефон/факс: (351) 734-96-34
E-mail: fax@kalibr.info
Испытательный центр
Федеральное государственное унитарное предприятие «Всероссийский научноисследовательский институт метрологической службы»Адрес: 119361, г. Москва, ул. Озерная, д. 46
Телефон: (495) 437-55-77, факс: (495) 437-56-66
Web- сайт: www.vniims.ru
E-mail: office@vniims.ru
Принцип действия основан на сравнении профиля исследуемого объекта с профилем линейки поверочной. При измерениях с помощью линеек поверочных лекальных с двусторонним скосом используют метод световой щели «на просвет», который основан на оценке световой щели между рабочим ребром линейки и объектом, которая производится визуально, либо сравнением с образцом просвета. При измерениях с помощью линеек поверочных с широкой рабочей поверхностью используют метод измерений линейных отклонений от поверхности контролируемой детали до поверхности линейки, установленной на опорах, или метод пятен «на краску» при контроле неплоскостности деталей.
Линейки поверочные изготавливаются из стали и чугуна. Линейки поверочные изготавливаются в различных модификациях, отличающихся размерами и методами измерений отклонений от прямолинейности. На линейках типов ЛД, ЛТ и ЛЧ длиной 80 мм и более имеются теплоизоляционные накладки. Линейки типов ЛТ и ЛЧ изготавливаются с ручками вместо накладок. Необработанные поверхности линеек типов ШД, ШМ и УТ имеют лакокрасочное покрытие
Линейки поверочные изготавливаются следующих типов:
Стальные:
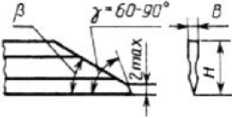
ЛД - лекальные с двусторонним скосом (рисунок 1);
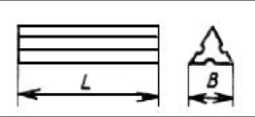
ЛТ - лекальные трехгранные (рисунок 2);
ЛЧ - лекальные четырехгранные (рисунок 3);
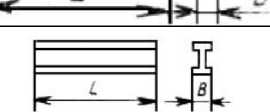
ШП - с широкой рабочей поверхностью прямоугольного сечения (рисунок 4); ШД - с широкой рабочей поверхностью двутаврового сечения (рисунок 5); Чугунные:
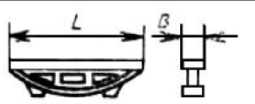
ШМ - с широкой рабочей поверхностью, мостики (рисунок 6);
УТ - угловые трехгранные (рисунок 7);
Линейки поверочные типов ШМ и УТ изготавливаются в двух исполнениях:
-
- с ручной шабровкой рабочих поверхностей;
-
- с механически обработанными рабочими поверхностями.
Общий вид линеек указан на рисунках 1-7.
ДШ, ЛД-150 кл.О ГОСТ 8026-92
№10072-18
Рисунок 1 - Общий вид линеек типа ЛД
Рисунок 2 - Общий вид линеек типа ЛТ
Рисунок 3 - Общий вид линеек типа ЛЧ
Рисунок 4 - Общий вид линеек типа ШП
Рисунок 5 - Общий вид линеек типа ШД
Рисунок 6 - Общий вид линеек типа ШМ
Рисунок 7 - Общий вид линеек типа УТ
Пломбирование линеек не предусмотрено.
Программное обеспечение отсутствует.
Таблица 10 - Комплектность средств измерений
|
Наименование |
Обозначение |
Количество |
|
Линейка поверочная (по заказу) |
- |
1 шт |
|
Футляр (кроме линейки типа ШМ) |
- |
1 шт. |
|
Паспорт для линеек типов: ЛД ЛТ ЛЧ ШП ШД ШМ УТ |
ЛД.00.001 ПС ЛТ.00.001 ПС ЛЧ.00.001 ПС ШП.00.001 ПС ШД.00.001 ПС ШМ.00.001 ПС УТ.00.001 ПС |
1 экз. |
Таблица 1 - Основные
и классы точности линеек
Тип линеек
Размеры, мм
обозначение
ЛД
ЛТ
ЛЧ
ШП
ШД
ШМ
УТ
чертеж
а в±1°
Класс точности по ГОСТ 8026-92
L R

50 22 6
80__22
125 27
200 30
320 40
500 50
200
320
500
200
320
500
400
630
630
1000
1600
2000
2500
3000
4000
400
630
1000
1600
2000
2500
3000
400
630
1000
8
8
10
26
26
40
20
25
35
6
10
14
16
18
18
20
20
30__
50 -
50
60
80
90
100
110 ___
- 45°
55°
и
60°
45^
30°
0; 1 и 2
0; 1 и 2
Таблица 2 -Допуск прямолинейности рабочих поверхностей линеек типов ЛД, ЛТ и ЛЧ
|
L, мм |
Допуск прямолинейности, мкм, не более | |
|
Для классов точности по ГОСТ 8026-92 | ||
|
0 |
1 | |
|
50 |
0,6 |
1,0 |
|
80 |
0,6 |
1,2 |
|
125 |
0,6 |
1,6 |
|
200 |
1,2 |
2,0 |
|
320 |
1,6 |
2,5 |
|
500 |
2,0 |
3,0 |
|
Примечание: допуски прямолинейности указаны при температуре окружающей среды от плюс 15 до плюс 25 °С, при изменении температуры, не превышающем 0,5 °С/ч в диапазоне угла наклона линеек ±20° от среднего положения | ||
Таблица 3 - Допуски плоскостности рабочих поверхностей линеек типов ШП и ШД при их установке на две опоры, расположенные против нанесенных на линейки рисок (риски расположены на расстоянии 2/9 L от концов линейки), допуски плоскостности линеек типов УТ и ШМ, допуски параллельности рабочих поверхностей линеек типов ШП и ШД, а также допуски перпендикулярности боковых поверхностей рабочим поверхностям линеек типов ШП и ШМ
|
L, мм |
Допуск плоскостности, мкм, не более |
Допуск параллельности, мкм, не более |
Допуск перпендикулярности, мкм, не более | |||||
|
для классов точности по ГОСТ 8026-92 | ||||||||
|
0 |
1 |
2 |
0 |
1 |
2 |
0 |
1 и 2 | |
|
400 |
2,5 |
6,0 |
10,0 |
4,0 |
10,0 |
16,0 |
25 |
40 |
|
630 |
3,0 |
8,0 |
12,0 |
5,0 |
12,0 |
20,0 | ||
|
1000 |
4,0 |
10,0 |
16,0 |
6,0 |
16,0 |
25,0 | ||
|
1600 |
6,0 |
16,0 |
25,0 |
10,0 |
25,0 |
40,0 |
30 | |
|
2000 |
8,0 |
20,0 |
30,0 |
- |
30,0 |
50,0 | ||
|
2500 |
10,0 |
25,0 |
40,0 |
- |
40,0 |
60,0 | ||
|
3000 |
12,0 |
30,0 |
50,0 |
- |
50,0 |
80,0 | ||
|
4000 |
- |
40,0 |
60,0 |
- |
60,0 |
100,0 |
- |
- |
|
Примечание:
| ||||||||
Таблица 4 - Температура окружающей среды при определении отклонений от плоскостности, параллельности и перпендикулярности
|
L, мм |
Температура окружающей среды при определении отклонений от плоскостности, параллельности и перпендикулярности | |||||||
|
для типов линеек | ||||||||
|
ШП |
ШД |
УТ |
ШМ | |||||
|
для классов точности по ГОСТ 8026-92 | ||||||||
|
0 |
1; 2 |
0 |
1; 2 |
0 |
1; 2 |
1 |
2 | |
|
°С | ||||||||
|
400 |
От +17 до |
От +15 до |
От +17 до +23 |
От +15 до + 25 |
От +15 до + 25 | |||
|
630 |
+23 |
+ 25 |
От +17 до | |||||
|
1000 |
+23 |
От +16 до + 24 |
От +15 до + 25 | |||||
|
1600 |
От +15 до + 25 | |||||||
|
2000 |
- |
От +17 до + 23 | ||||||
|
2500 |
- |
От +16 до + 24 | ||||||
|
3000 |
- | |||||||
|
4000 |
- |
От +15 до + 25 |
- |
- | ||||
Таблица 5 - Количество пятен в квадрате для линеек типов ШМ и УТ, предназначенных для работы по методу «пятен на краску», а также разность числа пятен в любых двух квадратах со стороной 25 мм (качество шабровки поверхностей)
|
Наименование характеристики |
Значение |
|
Количество пятен в квадрате со стороной 25 мм для линеек типов ШМ и УТ, предназначенных для работы по методу «пятен на краску», шт., не менее, для классов точности по ГОСТ 8026-92: | |
|
0 |
30 |
|
1 |
25 |
|
2 |
20 |
|
Разность числа пятен в любых двух квадратах со стороной 25 мм, шт., не более |
5 |
|
Примечание: Требования к числу пятен не распространяют на зону, расположенную на расстоянии 1 мм от края в поперечном направлении при длине линеек до 2500 мм и 1,5 мм при длине линеек более 2500 мм, а в продольном направлении на расстоянии 5 мм | |
|
от края при длине до 2500 мм и на расстоянии 10 мм при длине линеек более 2500 мм | |
Таблица 6 - Отклонение угла а линеек типа УТ от номинального значения
|
Наименование характеристики |
Значение |
|
Отклонение угла а от номинального значения для линеек | |
|
типа УТ, ...', для классов точности по ГОСТ 8026-92: | |
|
0 |
±2,5 |
|
1 |
±5,0 |
|
2 |
±10,0 |
Таблица 7- Параметр шероховатости Ra механически обработанных поверхностей линеек по
ГОСТ 2789-73
|
Тип |
L, мм |
Параметр шероховатости Ra поверхностей | |||
|
линеек |
Рабочих для линеек классов точности |
прилегающих к | |||
|
по ГОСТ 8026-92 |
рабочим | ||||
|
0 |
1 |
2 |
поверхностям | ||
|
мкм, |
не более | ||||
|
ЛД |
до 500 | ||||
|
ЛТ |
до 500 |
0,04 |
0,04 |
- |
0,32 |
|
ЛЧ |
до 500 | ||||
|
ШП |
до 630 |
0,16 |
0,32 |
0,63 | |
|
ШД |
До 1000 включ. |
0,16 |
0,32 |
0,63 |
1,25 |
|
св. 1000 |
0,32 |
0,63 |
1,25 | ||
|
ШМ |
до 1000 включ. |
- |
0,32 |
0,63 |
1,25 |
|
св. 1000 |
- |
0,63 |
1,25 | ||
|
УТ |
до 1000 |
0,16 |
0,32 |
0,63 |
- |
Примечание: Базовая длина для шероховатости поверхности устанавливается: Ra < 0,32 мкм - 0,25 мм
Ra > 0,32 мкм - 0,80 мм
Таблица 8 - Условия эксплуатации и средний срок службы линеек
|
Наименование характеристики |
Значение |
|
Условия эксплуатации:
|
От +10 до +35 80 |
|
Средний полный срок службы, лет, не менее |
8 |
Таблица 9 - Габаритные размеры и масса
|
Тип линеек |
L, мм |
Габаритные размеры, мм, не более |
Масса, кг, не более | ||
|
Длина |
Высота |
Ширина | |||
|
ЛД |
50 |
50 |
22 |
6 |
0,03 |
|
80 |
80 |
22 |
6 |
0,04 | |
|
125 |
125 |
27 |
6 |
0,08 | |
|
200 |
200 |
30 |
8 |
0,20 | |
|
320 |
320 |
40 |
8 |
0,60 | |
|
500 |
500 |
50 |
10 |
1,70 | |
|
ЛТ |
200 |
200 |
22,5 |
26 |
0,30 |
|
320 |
320 |
22,5 |
26 |
0,90 | |
|
500 |
500 |
34,6 |
40 |
4,10 | |
Продолжение таблицы 9
|
Тип линеек |
L, мм |
Габаритные размеры, мм, не более |
Масса, кг, не более | ||
|
Длина |
Высота |
Ширина | |||
|
ЛЧ |
200 |
200 |
20 |
20 |
0,50 |
|
320 |
320 |
25 |
25 |
0,80 | |
|
500 |
500 |
35 |
35 |
4,70 | |
|
ШП |
400 |
400 |
40 |
6 |
0,80 |
|
630 |
630 |
50 |
10 |
2,50 | |
|
ШД |
630 |
630 |
50 |
14 |
2,60 |
|
1000 |
1000 |
60 |
16 |
5,80 | |
|
1600 |
1600 |
80 |
18 |
14,80 | |
|
2000 |
2000 |
120 |
18 |
26,20 | |
|
2500 |
2500 |
120 |
20 |
39,80 | |
|
3000 |
3000 |
120 |
20 |
46,60 | |
|
4000 |
4000 |
160 |
30 |
130,00 | |
|
ШМ |
400 |
400 |
130 |
50 |
3,50 |
|
630 |
630 |
150 |
50 |
7,00 | |
|
1000 |
1000 |
190 |
60 |
16,80 | |
|
1600 |
1600 |
320 |
80 |
46,00 | |
|
2000 |
2000 |
350 |
90 |
74,00 | |
|
2500 |
2500 |
370 |
100 |
108,00 | |
|
3000 |
3000 |
400 |
110 |
159,00 | |
|
УТ |
400 |
400 |
43,3 |
50 |
5,80 |
|
630 |
630 |
43,3 |
50 |
12,70 | |
|
1000 |
1000 |
51,7 |
60 |
28,00 | |