
Номер по Госреестру СИ: 71072-18
71072-18 Устройства измерений геометрических параметров прокатных валков
(Нет данных)
Назначение средства измерений:
Устройства измерений геометрических параметров прокатных валков предназначены для измерений профиля прокатных валков при их обработке на вальцешлифовальных станках «HERKULES».


Внешний вид.
Устройства измерений геометрических параметров прокатных валков
Рисунок № 1
Общие сведения
Дата публикации - 26.08.2018
Срок свидетельства -
Номер записи - 167154
ID в реестре СИ - 396038
Тип производства - единичное
Описание типа
Поверка
Интервал между поверками по ОТ - 1 год
Наличие периодической поверки - Да
Методика поверки
Модификации СИ
нет,
Производитель
Изготовитель - Фирма "HCC/KPM Electronics GmbH"
Страна - ГЕРМАНИЯ
Населенный пункт -
Уведомление о начале осуществления предпринимательской деятельности - Да
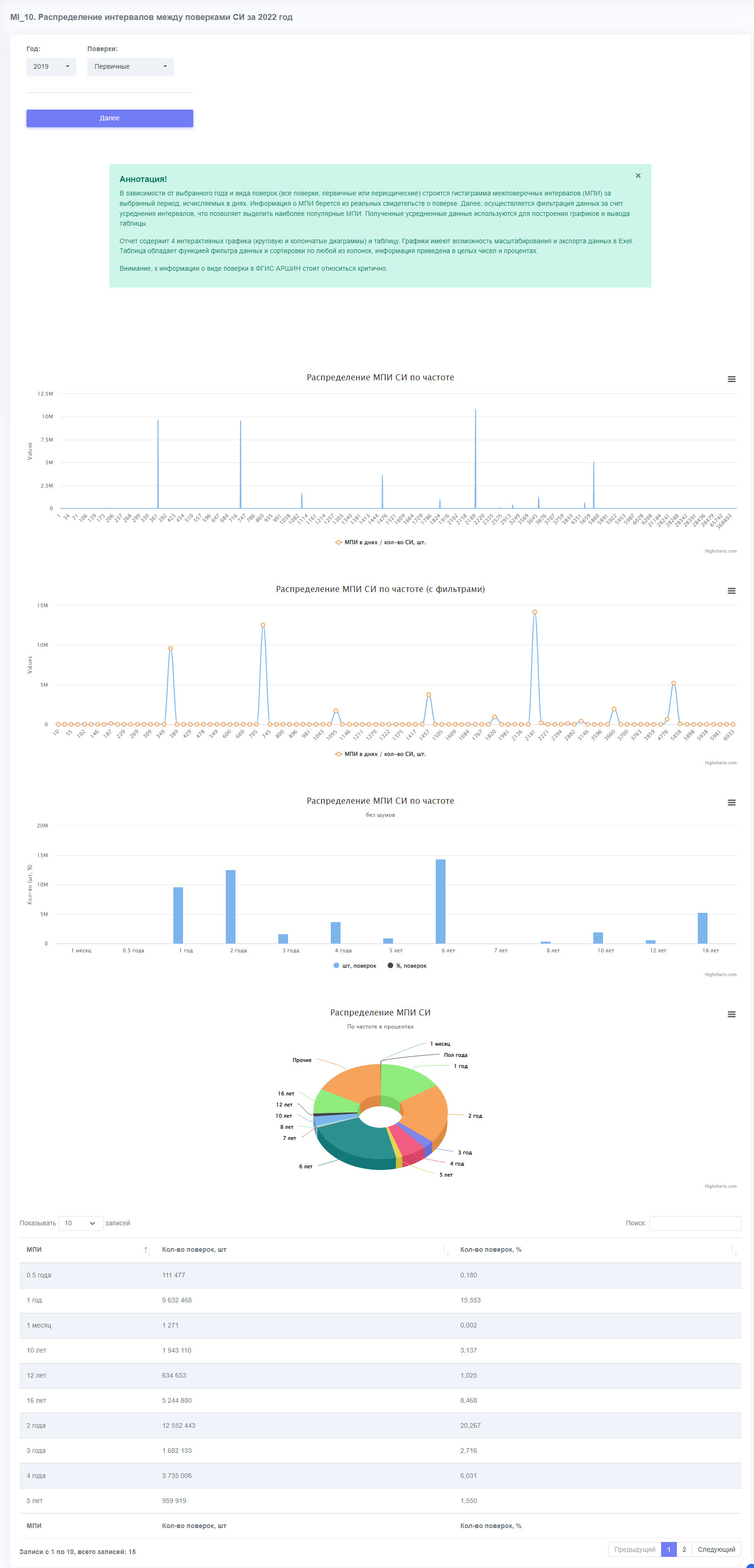
В зависимости от выбранного года и вида поверок (все поверки, первичные или периодические) строится гистаграмма межповерочных интервалов (МПИ) за выбранный период, исчисляемых в днях. Информация о МПИ берется из реальных свидетельств о поверке. Далее, осуществляется фильтрация данных за счет усреднения интервалов, что позволяет выделить наиболее популярные МПИ. Полученные усредненные данные используются для построения графиков и вывода таблицы.
Отчет содержит 4 интерактивных графика (круговую и колончатые диаграммы) и таблицу. Графики имеют возможность масштабирования и экспорта данных в Exel. Таблица обладает функцией фильтра данных и сортировки по любой из колонок, информация приведена в целых чисел и процентах.
Внимание! К информации о виде поверки в ФГИС АРШИН стоит относиться критично. Отчет строится не быстро.
Статистика
Кол-во поверок - 24
Выдано извещений - 0
Кол-во периодических поверок - 18
Кол-во средств измерений - 0
Кол-во владельцев - 3
Усредненный год выпуска СИ - 0
МПИ по поверкам - 364 дн.
Приказы РСТ, где упоминается данный тип СИ
№897 от 2018.05.11 Об утверждении типов средств измерений
Наличие аналогов СИ: Устройства измерений геометрических параметров прокатных валков (Нет данных)
| ИМПОРТНОЕ СИ № в реестре, наименование СИ, обозначение, изголовитель |
ОТЕЧЕСТВЕННЫЙ АНАЛОГ № в реестре, наименование СИ, обозначение, изголовитель |
|---|

Стоит отметить, что не всегда при поверке поле владелец указывается поверителем, кроме того, оно не формализовано и возможно множество отличных написаний наименований собственника СИ.
В скобках после наименования организации приводится процент поверок и город, где эти поверки были проведены. Привязка осуществляется по месту осуществления деятельности организации-повелителя, которая осуществляла поверку. В подавляющем большинстве случаев адрес владельца СИ не указывается.
Кто поверяет Устройства измерений геометрических параметров прокатных валков (Нет данных)
| Наименование организации | Cтатус | Поверенные модификации | Кол-во поверок | Поверок в 2024 году | Первичных поверок | Периодических поверок | Извещений | Для юриков | Для юриков первичные | Для юриков периодические |
|---|---|---|---|---|---|---|---|---|---|---|
| УРАЛЬСКИЙ НИИ МЕТРОЛОГИИ (RA.RU.311473) | РСТ | 24 | 0 | 18 | 0 | 18 | 0 | 18 |
Стоимость поверки Устройства измерений геометрических параметров прокатных валков (Нет данных)
| Организация, регион | Стоимость, руб | Средняя стоимость |
|---|
Программное обеспечение
Устройства работают в составе вальцешлифовальных станков «HERKULES» и управляются их программным обеспечением (ПО).
ПО позволяет:
- выполнять перевод устройства в режим ожидания (парковка) или режим измерений;
- отображать на экране монитора результаты измерений;
- проводить допусковый контроль, сравнивая результаты измерений с допустимыми отклонениями.
Конструкция устройств исключает возможность несанкционированного влияния на ПО и измерительную информацию.
Уровень защиты программного обеспечения «высокий» в соответствии с Р 50.2.077 - 2014.
аблица 1 - Идентификационные данные программного обеспечения
|
Идентификационные данные (признаки) |
Значение |
|
Идентификационное наименование ПО |
TwinCAT |
|
Номер версии (идентификационный номер) ПО |
не ниже 2.11 |
|
Цифровой идентификатор ПО |
— |
Знак утверждения типа
Знак утверждения типананосится на табличку на корпусе устройства типографским способом с нанесением защитного полимерного покрытия, на титульный лист эксплуатационной документации типографским способом.
Сведения о методиках измерений
Сведения о методиках (методах) измерений
приведены в эксплуатационных документах.
Нормативные и технические документы
Нормативные и технические документы, устанавливающие требования к устройствам измерений геометрических параметров прокатных валков
Техническая документация изготовителя HCC/KPM Electronics GmbH, Германия
Поверка
Поверкаосуществляется по документу МП 229-261-2017 «ГСИ. Устройства измерений геометрических параметров прокатных валков. Методика поверки», утвержденному ФГУП «УНИИМ» 06.03.2018 г.
Основные средства поверки:
-
- эталон единицы длины 4 разряда по ГОСТ Р 8.763-2011 (меры длины концевые плоскопараллельные);
-
- эталон единицы длины 3 разряда по ГОСТ Р 8.763-2011 (рулетка измерительная металлическая);
-
- микрометры нониусные серия 104 диапазон измерений (150-300) мм; серия 105 диапазон измерений (500-600) мм, диапазон измерений (800-900) мм, рег. №30741-12;
-
- микрометр цифровой серия 293, диапазон измерений (340-520) мм, рег. №30740-12;
-
- скобы индикаторные СИ 700, СИ 850, СИ 1000, рег. №840-05.
Допускается применение аналогичных средств поверки, обеспечивающих определение метрологических характеристик поверяемого СИ с требуемой точностью.
Знак поверки наносится на свидетельство о поверке.
Изготовитель
HCC/KPM Electronics GmbH, Германия
Адрес: Eisenhuttenstr.21, 57074 Siegen Germany
Тел.: +49(0)271 69 06-0
Е-mail: info@hcckpm.de
Заявитель
Публичное акционерное общество «Новолипецкий металлургический комбинат»
(ПАО «НЛМК»)
Адрес: 398040, г. Липецк, пл. Металлургов, 2
Тел.: +7(4742) 44-40-06, факс: +7(4742) 44-11-11
Е-mail: info@nlmk.com
Испытательный центр
ФГУП «Уральский научно-исследовательский институт метрологии» (ФГУП «УНИИМ») Адрес: 620000, г. Екатеринбург, ул. Красноармейская, 4Тел.: +7(343) 350-26-18, факс: +7(343) 350-20-39
Е-mail: uniim@uniim.ru
Принцип действия устройств измерений геометрических параметров прокатных валков (далее - устройств) основан на контактном методе измерений. Конструкция представляет собой скобу, на концах которой расположены измерительные элементы, контактирующие с поверхностью валка. При этом реализуется двухточечная схема измерения линейных размеров.
Стойка устройств установлена на нижних салазках шлифовального суппорта. Измерительные рычаги передвигаются с помощью линейного привода и держат верхний и нижний измерительные щупы. Линейное перемещение измерительного щупа преобразуется в унифицированный выходной сигнал, содержащий информацию о величине и направлении перемещения, пригодную для обработки в измерительных системах и цифровой индикации.
Для защиты от повреждения устройство откидывается вверх в положение покоя. При необходимости устройство поворачивается в позицию измерения. Измерения могут
осуществляться на неподвижном или вращающемся валке. Общий вид устройства приведен на рисунке 1.
а) б )
Рисунок 1 - Общий вид устройства измерений геометрических параметров прокатных валков
а) в позиции парковки; б) в позиции измерений
Пломбирование устройств измерений геометрических параметров прокатных валков не предусмотрено.
Таблица 2 - Метрологические характеристики устройств
|
Наименование характеристики |
Значение |
|
Диапазон измерений диаметра, мм |
от 150 до 910 |
|
Пределы допускаемой абсолютной погрешности измерения диаметра, мм, | |
|
в диапазоне измерений: от 150 до 300 мм включ. |
±0,015 |
|
св. 300 до 520 мм включ. |
±0,030 |
|
св. 520 до 910 мм включ. |
±0,060 |
|
Разрешение при измерении диаметра валка, мм |
0,001 |
|
Диапазон измерения длины, мм |
от 0 до 2300 |
|
Пределы допускаемой абсолютной погрешности |
±1,0 |
|
измерения длины, мм | |
|
Разрешение при измерении длины, мм |
0,1 |
Таблица 3 - Основные технические характеристики устройств
|
Наименование характеристики |
Значение |
|
Параметры электрического питания: - напряжение переменного тока, В |
380±38 |
|
- частота, Гц |
50±1 |
|
Габаритные размеры, мм, не более: - длина |
1400 |
|
- ширина |
1350 |
|
- толщина |
150 |
|
Масса, кг, не более |
300 |
|
Условия эксплуатации: - диапазон рабочих температур, °C |
от +10 до +35 |
|
- относительная влажность воздуха (при t = 25 °C) |
не более 80 |
|
Средний срок службы, лет, не менее |
8 |