
Номер по Госреестру СИ: 62418-15
62418-15 Система измерений отклонения от прямолинейности металлопрокатной продукции
(RSAS-800)
Назначение средства измерений:
Система измерений отклонения от прямолинейности металлопрокатной продукции RSAS-800 (далее - система) предназначена для измерений отклонений от прямолинейности металлопрокатной продукции в автоматизированном режиме при прохождении продукции через систему.


Внешний вид.
Система измерений отклонения от прямолинейности металлопрокатной продукции
Рисунок № 1
Общие сведения
Дата публикации - 08.05.2018
Срок свидетельства -
Номер записи - 153524
ID в реестре СИ - 375924
Тип производства - единичное
Описание типа
Поверка
Интервал между поверками по ОТ - 1 год
Наличие периодической поверки - Да
Методика поверки
Модификации СИ
б/м,
Производитель
Изготовитель - Компания "NDT Technologies Inc."
Страна - КАНАДА
Населенный пункт -
Уведомление о начале осуществления предпринимательской деятельности - Да

Томск - город в России, административный центр одноименных области и района, расположенный на востоке Западной Сибири на берегах реки Томь. Старейший крупный образовательный, научный и инновационный центр Сибири, насчитывающий 9 университетов, 15 научно-исследовательских институтов, особую экономическую зону технико-внедренческого типа и 6 бизнес-инкубаторов.
В городе проживает 556 478 человек, в городском округе Томск - 577 253 человека. Томск, его город-спутник Северск и пригороды образуют Томскую городскую агломерацию с населением около 786 тысяч человек.
В Томске в сфере строительства, промышленности и энергетики, в добывающих отраслях действуют более 300 инновационных предприятий, из которых 200 относятся к категории инновационно активных, более 200 компаний занимаются IT-бизнесом (Элекард, компания MC-Trade, Rubius", "Студия Т", "Синтез интеллектуальных систем", "UserStory", "Zoom", ООО "Сибирские информационные системы", ООО "ИТ-Томск", ТомскСофт, ООО "Томская электронная школа", Novintech, Interweb Laboratory , ООО "Битворкс", UNIGINE Corp. и др.) Их доля в валовом региональном продукте превышает 13,5%. Ежегодный прирост стартапов и малых предприятий составляет 10-15%. Их развитие обусловлено созданием в городе научно-образовательных комплексов на базе университетов. Также в городе находится штаб-квартира KDV Group, компания входит в рейтинг 200 крупнейших частных компаний России Forbes 2016.
Финансовый рынок Томска представлен федеральными банками, среди которых Сбербанк с 42 отделениями, ВТБ с 6 отделениями, Газпромбанк с 5 отделениями и др. В городе зарегистрирован один региональный банк "Томскпромстройбанк" с основным филиалом по адресу: Томск, проспект Фрунзе, 90 и более 100 представительств банков в других регионах. В промышленности Оренбурга ведущие места принадлежат газодобывающей и газоперерабатывающей промышленности, машиностроению и металлообработке. Также развиты предприятия химической, пищевой и легкой промышленности. Оренбург является крупным железнодорожным узлом, где пересекаются линии на Самару, Орск, Уральск, Актобе и Уфу.
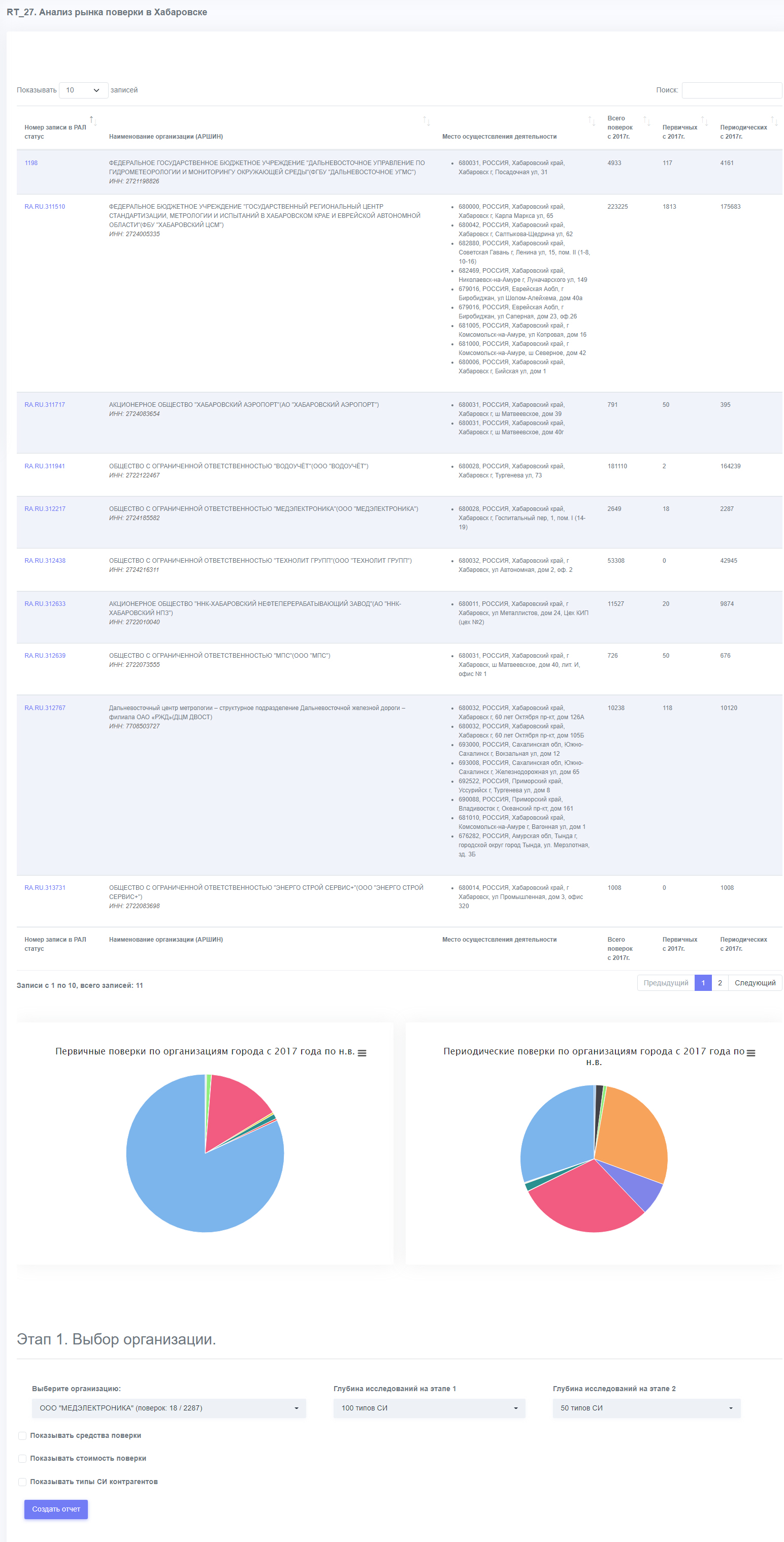
Отчет "Анализ рынка поверки в Томске" предоставляет исчерпывающую информацию по деятельности организаций, аккредитованных в Национальной системе аккредитации на право поверки средств измерений в городе Томск.
При проведении исследований были введены следующие ограничения:
- в отчете присутствуют организации с первичными или периодическими поверками от 100 шт. с 2017 года и действующими аттестатами аккредитации на текущий год;
- на первом и втором этапах фильтром отсекаются типы СИ с менее чем 10 поверками в год на организацию;
- на первом и втором этапах фильтром отсекаются типы СИ с менее чем 10 поверками в год на организацию;
- место регистрации или осуществления деятельности организаций должно совпадать с выбранным городом;
- топ типов СИ ограничен 500 позициями по каждой организации (сортировка по убыванию количества поверок);
- топ типов СИ ограничен 100 позициями по каждой организации при поиске по видам измерений (сортировка по убыванию количества поверок).
Содержание отчета:
- Список организаций-поверителей, осуществляющих поверку в городе Москва по данным ФСА и ФГИС АРШИН.
- Объемы первичных и периодических поверок за период с 2017г. по н.в.
- Информация о местах осуществления деятельности организаций-поверителей.
- Доля рынка поверок в % среди всех организаций, исследуемого города (предоставление информации в графическом и табличном видах).
- Детальный анализ по каждой из организации, работающей в выбранном городе.
- Анализ деятельности в разрезе первичных, периодических поверок и видов измерений.
- Количество поверок по типам СИ в динамике по годам.
- Индикация импортных аналогов средств поверки (в соответствии с ПЕРЕЧЕНЕМ СИ ОТЕЧЕСТВЕННОГО ПРОИЗВОДСТВА, АНАЛОГИЧНЫХ СРЕДСТВАМ ИЗМЕРЕНИЙ ИМПОРТНОГО ПРОИЗВОДСТВА от 09.2022г)
- Индикация типов СИ по ПП РФ №250 от 20.04.2010 г.
- Быстрый анализ контрагентов организаций-поверителей.
- Анализ цен на поверку СИ по Фед. округу.
Статистика
Кол-во поверок - 4
Выдано извещений - 0
Кол-во периодических поверок - 3
Кол-во средств измерений - 0
Кол-во владельцев - 2
Усредненный год выпуска СИ - 0
МПИ по поверкам - 364 дн.
Приказы РСТ, где упоминается данный тип СИ
№1453 от 2015.11.25 Об утверждении типов средств измерений
Наличие аналогов СИ: Система измерений отклонения от прямолинейности металлопрокатной продукции (RSAS-800)
| ИМПОРТНОЕ СИ № в реестре, наименование СИ, обозначение, изголовитель |
ОТЕЧЕСТВЕННЫЙ АНАЛОГ № в реестре, наименование СИ, обозначение, изголовитель |
|---|
Все средства измерений Компания "NDT Technologies Inc."
|
№ в реестре cрок св-ва |
Наименование СИ, обозначение, изголовитель | ОТ, МП | МПИ |
|---|---|---|---|
|
62418-15 |
Система измерений отклонения от прямолинейности металлопрокатной продукции, RSAS-800 Компания "NDT Technologies Inc." (КАНАДА ) |
ОТ МП |
1 год |
|
63459-16 28.03.2021 |
Меры геометрических параметров профиля рельса, RPR-01 Компания "NDT Technologies Inc." (КАНАДА ) |
ОТ МП |
2 года |
|
63518-16 |
Система измерений геометрических параметров профиля рельсов, PDAS-800 Компания "NDT Technologies Inc." (КАНАДА ) |
ОТ МП |
1 год |
Хабаровск - город в России, административный центр Хабаровского края. Один из крупнейших политических, образовательных и культурных центров Дальнего Востока России. Крупнейший город на Дальнем Востоке с населением 617 441 человек.
Расположен в центре пересечения международных железнодорожных и воздушных транспортных путей на правом берегу Амурской протоки и реки Амур на Среднеамурской низменности, недалеко от границы с Китаем (на катере от речного вокзала до ближайшего китайского города Фуюань около 65 км).
Экономика Хабаровского края диверсифицирована, базируется на развитом и многоотраслевом промышленном производстве, транспортном обслуживании основных грузопотоков. Ведущими отраслями хозяйственного комплекса края являются промышленность (24,6% валового регионального продукта), транспорт и связь (17,3%), торговля (13,9%). В промышленном производстве доля обрабатывающих отраслей составляет более 79%. Основными отраслями промышленности региона являются металлургия, машиностроение, энергетика, нефтепереработка, добыча - угля и руд цветных металлов и производство продуктов питания.
Отчет "Анализ рынка поверки в Хабаровске" предоставляет исчерпывающую информацию по деятельности организаций, аккредитованных в Национальной системе аккредитации на право поверки средств измерений в городе Хабаровск.
При проведении исследований были введены следующие ограничения:
- в отчете присутствуют организации с первичными или периодическими поверками от 100 шт. с 2017 года и действующими аттестатами аккредитации на текущий год;
- на первом и втором этапах фильтром отсекаются типы СИ с менее чем 10 поверками в год на организацию;
- на первом и втором этапах фильтром отсекаются типы СИ с менее чем 10 поверками в год на организацию;
- место регистрации или осуществления деятельности организаций должно совпадать с выбранным городом;
- топ типов СИ ограничен 500 позициями по каждой организации (сортировка по убыванию количества поверок);
- топ типов СИ ограничен 100 позициями по каждой организации при поиске по видам измерений (сортировка по убыванию количества поверок).
Содержание отчета:
- Список организаций-поверителей, осуществляющих поверку в городе Москва по данным ФСА и ФГИС АРШИН.
- Объемы первичных и периодических поверок за период с 2017г. по н.в.
- Информация о местах осуществления деятельности организаций-поверителей.
- Доля рынка поверок в % среди всех организаций, исследуемого города (предоставление информации в графическом и табличном видах).
- Детальный анализ по каждой из организации, работающей в выбранном городе.
- Анализ деятельности в разрезе первичных, периодических поверок и видов измерений.
- Количество поверок по типам СИ в динамике по годам.
- Индикация импортных аналогов средств поверки (в соответствии с ПЕРЕЧЕНЕМ СИ ОТЕЧЕСТВЕННОГО ПРОИЗВОДСТВА, АНАЛОГИЧНЫХ СРЕДСТВАМ ИЗМЕРЕНИЙ ИМПОРТНОГО ПРОИЗВОДСТВА от 09.2022г)
- Индикация типов СИ по ПП РФ №250 от 20.04.2010 г.
- Быстрый анализ контрагентов организаций-поверителей.
- Анализ цен на поверку СИ по Фед. округу.
Кто поверяет Система измерений отклонения от прямолинейности металлопрокатной продукции (RSAS-800)
| Наименование организации | Cтатус | Поверенные модификации | Кол-во поверок | Поверок в 2024 году | Первичных поверок | Периодических поверок | Извещений | Для юриков | Для юриков первичные | Для юриков периодические |
|---|---|---|---|---|---|---|---|---|---|---|
| ПАО "ЧМК" (RA.RU.311728) | 4 | 0 | 3 | 0 | 3 | 0 | 3 |
Стоимость поверки Система измерений отклонения от прямолинейности металлопрокатной продукции (RSAS-800)
| Организация, регион | Стоимость, руб | Средняя стоимость |
|---|
Программное обеспечение
Система имеет в своем составе программное обеспечение (ПО), идентификационные данные которого приведены в таблице 1.
Таблица 1
|
Идентификационные данные (признаки) |
Значение |
|
Идентификационное наименование ПО |
Geometry-880 DACQ |
|
Номер версии (идентификационный номер) ПО |
1.239 и выше |
|
Цифровой идентификатор ПО |
— |
Программное обеспечение встроено в компьютер сбора и обработки данных (DACQ) и осуществляет функции индикации и управления. За метрологически значимое принимается все ПО. Программное обеспечение защищено от преднамеренных изменений с помощью пароля и авторизации пользователей. При работе с системой пользователь не имеет возможности влиять на процесс математической обработки и не может изменять полученные в ходе измерений данные.
Защита программного обеспечения системы соответствует уровню «средний» в соответствии с Р 50.2.077-2014.
Знак утверждения типа
Знак утверждения типананосится на титульный лист руководства по эксплуатации методом печати и на маркировочную бирку системы с помощью наклейки.
Сведения о методиках измерений
Сведения о методиках (методах) измеренийМетодика измерений изложена в руководстве по эксплуатации системы измерения отклонений от прямолинейности металлопрокатной продукции RSAS-800.
Нормативные и технические документы
Нормативные и технические документы, устанавливающие требования к системе измерений отклонения от прямолинейности металлопрокатной продукции RSAS-800 Техническая документация производителя.
Поверка
Поверкаосуществляется в соответствии с документом МП 62418-15 «Система измерений отклонения от прямолинейности металлопрокатной продукции RSAS-800. Методика поверки», утвержденным ФГУП «ВНИИМС» 27 августа 2015 г.
Основные средства поверки: меры длины концевые плоскопараллельные 5 кл.т. (ГОСТ 9038-90), диапазон длины: от 2 до 20 мм.
Изготовитель
Компания NDT Technologies Inc., Канада
Адрес: 20275, Clark Graham, Baie d'Urfe, Монреаль
Телефон: (514) 457-7650; Факс: (514) 457-7652
E-mail: info@ndt.ca
Лист № 4
Всего листов 4
Испытательный центр
Федеральное государственное унитарное предприятие «Всероссийский научноисследовательский институт метрологической службы» (ФГУП «ВНИИМС»)
Адрес: 119361, г. Москва, ул. Озерная, д.46
Тел./факс: (495)437-55-77 / 437-56-66
E-mail: office@vniims.ru, www.vniims.ru
Функциональную основу системы составляют две группы лазерных датчиков. Первая группа осуществляет измерение отклонения от прямолинейности в горизонтальной плоскости, вторая - в вертикальной. Каждая из групп представляет собой набор выставленных в линию идентичных лазерных датчиков, сканирующих прокатную продукцию одновременно в горизонтальной и вертикальной плоскостях.
Датчики, установленные в горизонтальной плоскости, основаны на методе оптической триангуляции. Коллимированный луч от лазера распространяется в среде и формирует световое пятно на поверхности контролируемого объекта. Оптическая камера, являющаяся неотъемлемой частью триангуляционного датчика, оснащена объективом, оптическая ось которого расположена в одной плоскости с лазерным лучом, но не параллельна ему. Благодаря этому, в зависимости от расстояния между лазером и объектом, меняется положение изображения пятна на светочувствительном элементе (матрице) оптической камеры. Анализируя изменения этого положения, датчик фиксирует расстояния до объекта.
Датчики, установленные в вертикальной плоскости, основаны на теневом методе. Датчик состоит из излучателя, представляющего собой полупроводниковый лазер, оснащенный объективом и приемника. Объектив преобразует поток излучения с оптического выхода лазера в луч плоской формы, лежащий в вертикальной плоскости перпендикулярно направлению движения исследуемого объекта. Этот луч направляется на исследуемый объект и частично перекрывает его. Степень перекрытия анализируется приемником, чувствительный элемент которого представляет собой одномерную светочувствительную матрицу. Положение верхней грани объекта по вертикальной оси позволяет анализировать степень искривленности объекта в вертикальной плоскости.
На основе измеренных значений расстояний (в горизонтальной плоскости) и возвышения контролируемого объекта (в вертикальной плоскости) в подсистеме в результате математической обработки восстанавливается форма контролируемого объекта в обеих плоскостях. В результате сравнения измеренной формы объекта с виртуальными (программно задаваемыми) линейками различной длины определяются значения отклонения от прямолинейности и делается вывод о соответствии измеряемого объекта (рельсового проката) требованиям ГОСТ Р 51685.
Система состоит из механической части, лазерных установок, блока питания лазеров, узла обработки данных от лазеров, компьютера сбора и обработки данных, станции настройки и электропанелей.
На рисунке 1 представлен общий вид системы.
знак утверждения типа
знак поверки
Рисунок 1 - Общий вид системы измерений отклонения от прямолинейности металлопрокатной продукции RSAS-800 и мест нанесения знаков утверждения типа и поверки
Таблица 2
|
Длина контролируемых рельсов, м |
от 12,5 до 125 |
|
Диапазон измерений отклонения от прямолинейности, мм |
от -9 до 9 |
|
Пределы допускаемой абсолютной погрешности измерений отклонения от прямолинейности, мм |
± 0,1 |
|
Время непрерывной работы, ч, не менее |
12 |
|
Электрическое питание от сети переменного тока с напряжением, В |
220±10% |
|
Потребляемая мощность, кВт, не более |
3 |
|
Габаритные размеры системы (длинахширинахвысота), м |
7,7Х3,3Х2,2 |
|
Масса системы, т, не более |
0,8 |
|
Условия эксплуатации: | |
|
температура окружающей среды, °C |
от +10 до +35 |