
Номер по Госреестру СИ: 48970-12
48970-12 Системы автоматизированного измерения длины полосы металла в рулоне
(СИД)
Назначение средства измерений:
Системы автоматизированного измерения длины полосы металла в рулоне СИД (далее -системы) предназначены для измерения длины полосы металла на агрегатах непрерывной обработки металла в производстве динамной стали (ПДС) ОАО «Новолипецкий металлургический комбинат» (ОАО «НЛМК»).

Внешний вид.
Системы автоматизированного измерения длины полосы металла в рулоне
Рисунок № 1
Внешний вид.
Системы автоматизированного измерения длины полосы металла в рулоне
Рисунок № 2
Общие сведения
Дата публикации - 08.05.2018
Срок свидетельства -
Номер записи - 138134
ID в реестре СИ - 360534
Тип производства - единичное
Описание типа
Поверка
Интервал между поверками по ОТ - 1 год
Наличие периодической поверки - Да
Модификации СИ
СИД, нет данных, АПР-4, АПП-3, АНГЦ-4, F+R828 "WATTS", ADZ-SML-10.0,
Производитель
Изготовитель - Фирма "Sundwig GmbH"
Страна - ГЕРМАНИЯ
Населенный пункт -
Уведомление о начале осуществления предпринимательской деятельности - Да
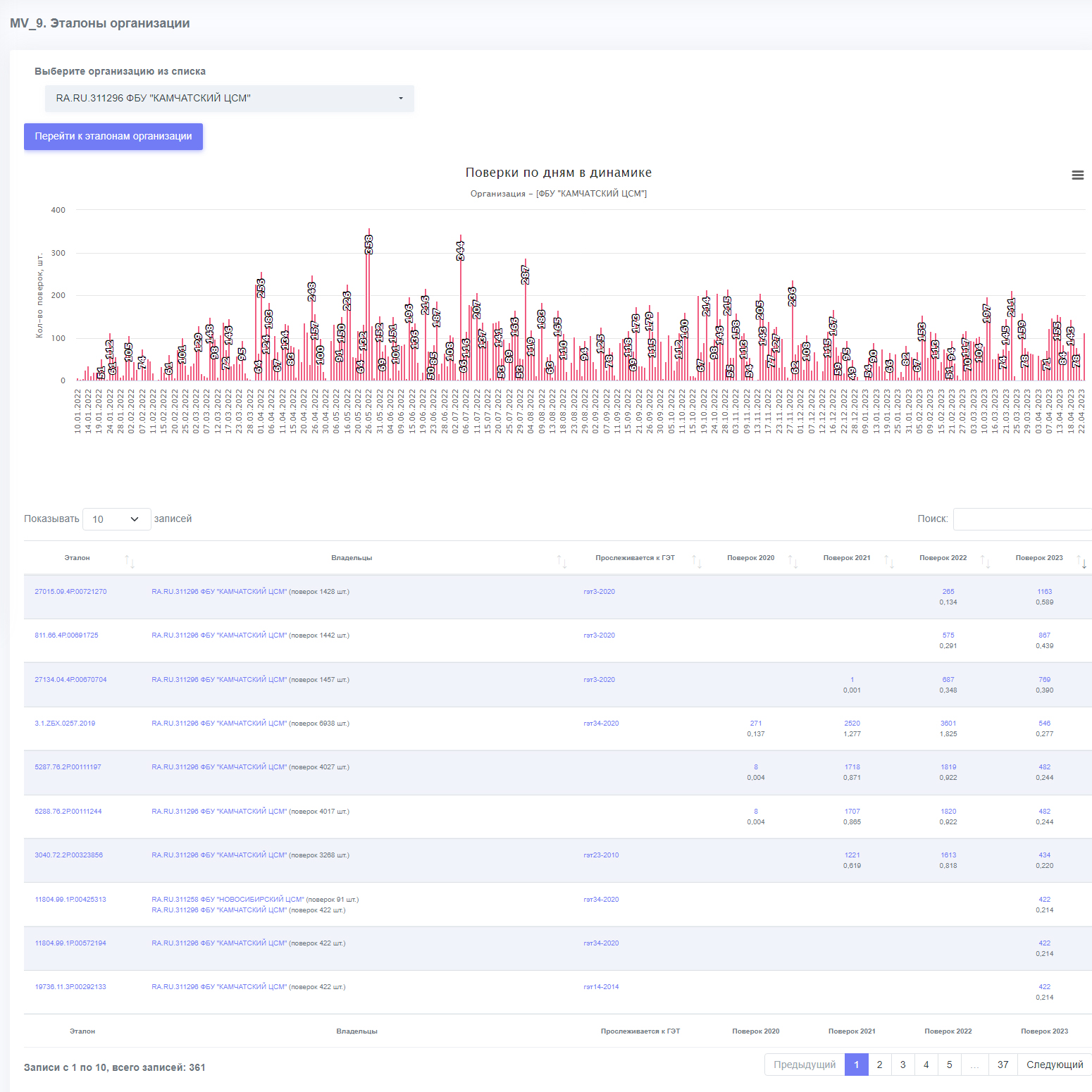
Отчет позволяет оценить парк эталонов организации и частоту их использования с динамике по дням.
В случае использования одного и того же эталона несколькими организациями, выводится список таких организаций и количество поверок.
Анализируемый период: 01.01.2020 - н.в.
Анализ проводится по ГЭТ, аттестованным эталонам или СИ, применяемым в качестве эталонов.
Бесплатный
Статистика
Кол-во поверок - 40
Выдано извещений - 0
Кол-во периодических поверок - 20
Кол-во средств измерений - 9
Кол-во владельцев - 3
Усредненный год выпуска СИ - 0
МПИ по поверкам - 389 дн.
Приказы РСТ, где упоминается данный тип СИ
№2116 от 2021.09.27 Об утверждении типов средств измерений
Наличие аналогов СИ: Системы автоматизированного измерения длины полосы металла в рулоне (СИД)
| ИМПОРТНОЕ СИ № в реестре, наименование СИ, обозначение, изголовитель |
ОТЕЧЕСТВЕННЫЙ АНАЛОГ № в реестре, наименование СИ, обозначение, изголовитель |
|---|

Отчет позволяет выгрузить из ФГИС АРШИН информацию, содержащуюся в поверках по выбранным типа СИ.
Форма выбора из списка типа СИ обладает свойством мультиселекта.
Анализируемый интервал 2010г. - н.в.
Задаются начало периода (год, месяц) и конец периода (год, месяц).
Выгрузка осуществляется в текстовый файл формата csv с кодировкой win1251.
Файл может быть легко прочитан любым текстовым редакторам, например: notepad++, notepad или MS Excel. Запускаем программу Excel. Переходим во вкладку «Данные». Кликаем на кнопку на ленте «Из текста», указываем путь к файлу.
Поля:
1 - Организация-поверитель
2 - ФСА РАЛ
3 - Номер свидетельства (извещения)
4 - № типа СИ
5 - Обозначение типа СИ
6 - Наименование типа СИ
7 - Модификация
8 - МПИ
9 - Изготовитель (страна, город)
10 - Собственник
11 - Год выпуска
12 - Заводской номер
13 - Дата поверки
14 - Дейтвительна до
15 - Тип поверки
16 - Ссылка на протокол поверки (если приложен)
17 - Наименование документа поверки
18 - Состав СИ (сбор данных с 2024г.)
Бесплатный
Кто поверяет Системы автоматизированного измерения длины полосы металла в рулоне (СИД)
| Наименование организации | Cтатус | Поверенные модификации | Кол-во поверок | Поверок в 2025 году | Первичных поверок | Периодических поверок | Извещений | Для юриков | Для юриков первичные | Для юриков периодические |
|---|---|---|---|---|---|---|---|---|---|---|
| ООО "МЕТРОСТАНДАРТ" (RA.RU.312729) | 1 | 0 | 1 | 0 | 0 | 0 | 0 | |||
| ЦТР (RA.RU.310555) | 1 | 0 | 0 | 0 | 0 | 0 | 0 | |||
| ФБУ "ЛИПЕЦКИЙ ЦСМ" (RA.RU.311476) | РСТ | 19 | 0 | 19 | 0 | 19 | 0 | 19 | ||
| ФБУ "ЦСМ в Липецкой области" (62) | 3 | 0 | 0 | 0 | 0 | 0 | 0 | |||
| ФБУ "ЛИПЕЦКИЙ ЦСМ" (RA.RU.311476) | РСТ | 6 | 0 | 0 | 0 | 0 | 0 | 0 | ||
| ФБУ «ЦСМ Республики Башкортостан» (RA.RU.311406) | РСТ | 10 | 0 | 0 | 0 | 0 | 0 | 0 |
Стоимость поверки Системы автоматизированного измерения длины полосы металла в рулоне (СИД)
| Организация, регион | Стоимость, руб | Средняя стоимость |
|---|---|---|
|
ФБУ Липецкий ЦСМ Липецкая область |
3027 | 8944 |
|
ФБУ Липецкий ЦСМ Липецкая область |
14861 | 8944 |
Программное обеспечение
Идентификационные данные программного обеспечения (ПО) приведены в таблице 2. Таблица 2 - Идентификационные данные программного обеспечения
|
Наименование программного обеспечения |
Идентификационное наименование программного обеспечения |
Номер версии (идентификационный номер) программного обеспечения |
Цифровой идентификатор программного обеспечения (контрольная сумма исполняемого кода) |
Алгоритм вычисления цифрового идентификатора программного обеспечения |
|
ПО Системы автоматизированного измерения полосы в рулоне СИД |
ПО СИД 749000 |
749300 |
R756Z0800W |
CRC16 |
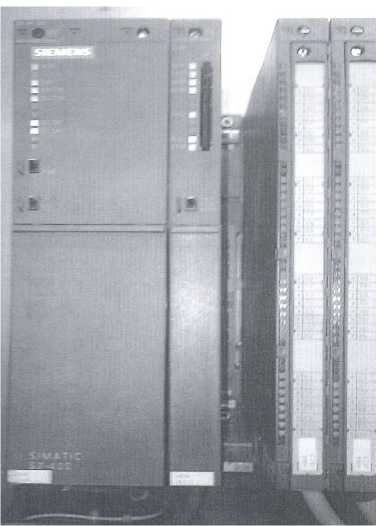
ПО систем разработано фирмой Menzel, Германия. ПО встроено в контроллер программируемый Simatic S7-400 фирмы Siеmens, Германия, который размещен в отдельном шкафу.
С целью защиты ПО систем от непреднамеренных и преднамеренных изменений метрологически значимой части ПО и измеренных данных предусмотрено:
-
- наличие административного пароля предотвращающего несанкционированный доступ через оптический порт и по цифровому интерфейсу к ПО;
-
- электронное клеймо в виде набора чисел, которое автоматически обновляется после каждого сохранения изменений. Цифровое значение электронного клейма заносится в паспорт систем. Все изменения фиксируют в соответствующем журнале событий. Изменения могут быть внесены только уполномоченным лицом (администратором).
-
- опломбирование дверцы шкафа, в котором размещен контроллер с ПО.
В соответствии с МИ 3286-2010 «Проверка защиты программного обеспечения и определение её уровня при испытаниях средств измерений в целях утверждения типа» уровень защиты ПО от непреднамеренных и преднамеренных изменений соответствует уровню С.
Знак утверждения типа
Знак утверждения типаЗнак утверждения типа наносится на титульном листе Руководства по эксплуатации систем.
Сведения о методиках измерений
Сведения о методиках (методах) измерений
Метод измерения длины полосы металла в рулоне изложен в разделе 8 Руководства по эксплуатации ИС 015-004-2011 РЭ.
Нормативные и технические документы
Нормативные и технические документы, устанавливающие требования к системам автоматизированного измерения длины полосы металла в рулоне СИД1 ГОСТ 8.503-84 ГСИ. «Государственная поверочная схема для средств измерений длины в диапазоне 24.75000 м».
Лист № 4 всего листов 4 2 Руководство по эксплуатации ИС 015-004-2011 РЭ.
Поверка
Поверкаосуществляется по документу МП 48970-12 «Система автоматизированного измерения длины полосы металла в рулоне СИД Методика поверки», утвержденному ФГУ «Липецкий ЦСМ» 20.11.2010 г. В перечень основного и вспомогательного поверочного оборудования входят:
-
- микрометр МК-175, МК-800, ц. д. 0,01 мм;
-
- рулетка измерительная металлическая диапазон измерения 0.. .50 м, КТ 2;
-
- термометр лабораторный ТЛ-4 ц.д. 0,1°С;
-
- психрометр МВ-4М, ПГ ±2 %.
Системы встроены в агрегаты непрерывной обработки металла.
Системы функционируют на следующих агрегатах:
-
- агрегат непрерывного горячего цинкования полосы металла (АНГЦ-4);
-
- агрегат продольной резки полосы металла (АПР-4);
-
- агрегат полимерного покрытия полосы металла (АПП-3).
Каждая система состоит из:
-
- ролика измерительного полиуретанового фирмы Sundwig, Германия;
-
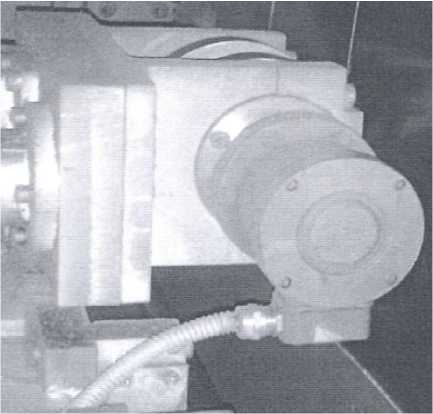
- датчика импульсов: типа POG 9 DN фирмы «HUBNER», Германия (АНГЦ-4), типа 1ХР8001 фирмы «Siemens», Германия (АПР-4, АПП-3);
-
- контроллера программируеммируемого Simatic S7-400 фирмы Siеmens, Германия, номер Госреестра СИ 15773-06;
-
- дисплея.
Основные измерительные компоненты систем представлены на рисунке 1.
Заводские номера систем, представленных на испытания, с заводскими номерами датчиков импульсов и контроллеров программируемых указаны в таблице 1.
Таблица 1 - Заводские номера систем
|
Обозначение |
Заводские номера систем |
Заводские номера датчиков импульсов |
Заводские номера контроллеров программируемых |
|
СИД АНГЦ-4 |
№ 11 |
295448 |
01 |
|
СИД АПР-4 |
№ 12 |
2137698 |
02 |
|
СИД АПП-3 |
№ 13 |
296542 |
03 |
Измерение длины полосы металла в рулоне системой происходит следующим образом: полоса металла разматывающегося рулона движется по оси агрегата через вращающийся измерительный ролик. С роликом механически связан датчик импульсов. За один оборот ролика датчик выдает определенное число импульсов. Импульсы передаются во входной модуль программируемого контроллера, где происходит преобразование импульсов в единицу измерения длины полосы металла - метры.
Датчик импульсов
Общий вид контроллера программируемого Simatic S7-400
Рисунок 1 - Основные измерительные компоненты систем
систем приведены в таблице 3.
Таблица 3 - систем
|
Наименование характеристик |
Значения параметров систем | ||
|
АНГЦ-4 (датчик POG 9 DN) |
АПР-4 (датчик 1ХР8001) |
АПП-3 (датчик 1ХР8001) | |
|
Диаметр измерительного ролика, мм |
700 ± 5 |
160 ± 5 |
700 ± 5 |
|
Количество импульсов датчика за один оборот вала, имп./об. |
1024 |
1024 |
1024 |
|
Пределы допускаемой относительной погрешности измерения длины полосы, % |
±0,3 |
±0, 3 |
±0,2 |
|
Диапазон измерения, м |
от 1 до 10000 |
от 4 до 10000 |
от 1 до 10000 |
|
Напряжение питания, В |
от 187 до 242 | ||
|
Частота, Гц |
50±1 | ||
|
Потребляемая мощность, Вт |
12 |
12 |
12 |
|
Диапазон рабочих температур, °С |
От 0 до плюс 40 | ||