
Номер по Госреестру СИ: 42594-09
42594-09 Комплекты мер дефектов для вихретоковых дефектоскопов
(TST)
Назначение средства измерений:
Комплект мер дефектов для вихретоковых дефектоскопов TST предназначен для определения погрешности измерения остаточной толщины и глубины залегания дефектов при проведении поверки, настройки и калибровки вихретоковых дефектоскопов (систем).

Общие сведения
Дата публикации - 02.09.2022
Срок свидетельства - 01.01.2015
Номер записи - 188658
ID в реестре СИ - 353143
Тип производства - серийное
Описание типа
Поверка
Интервал между поверками по ОТ - 2 года
Наличие периодической поверки - Да
Модификации СИ
Нет модификации, Комплекты мер дефектов для вихретоковых дефектоско, -,
Производитель
Изготовитель - ООО "ПАНАТЕСТ"
Страна - РОССИЯ
Населенный пункт - г.Москва
Уведомление о начале осуществления предпринимательской деятельности - Да
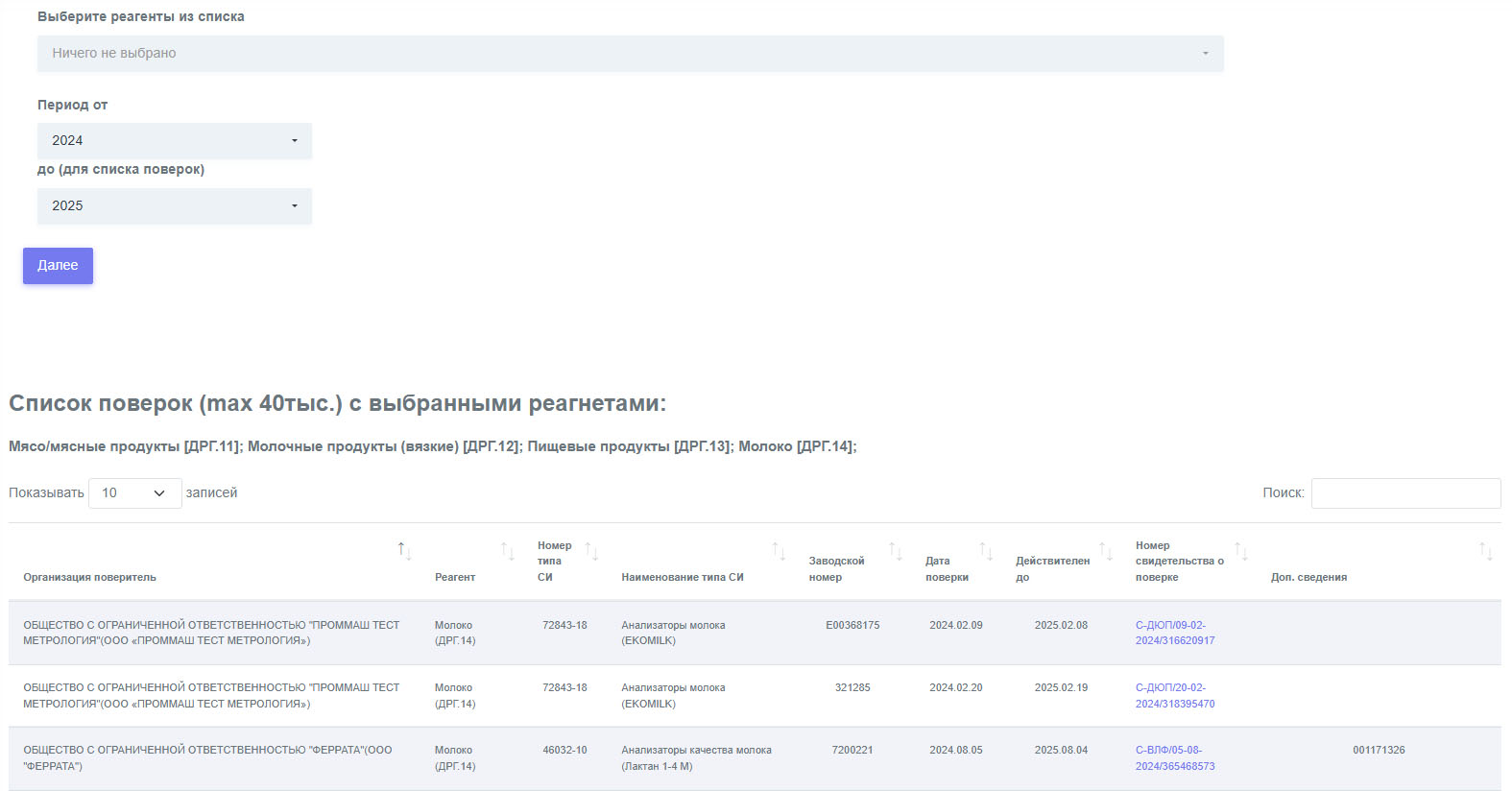
Отчет «MV_15. Поверки с применением реагентов» разработан для вывода информации о всех поверках, выполненных с использованием выбранных реагентов.
На начальном этапе работы пользователю предоставляется возможность выбрать один или несколько реагентов из списка. Для уточнения результатов выборку можно дополнительно ограничить периодом поверки (указать год начала и окончания).
После формирования запроса отображается таблица, содержащая до 40 000 записей. Таблица включает ключевые данные о поверках, такие как: организация, выполнившая поверку, наименование и номер типа средств измерений, заводской номер, дата поверки и срок действия, номер свидетельства о поверке, а также дополнительную информацию.
Данные в отчете можно детализировать, переходя по ссылкам на документы поверки. Таким образом, отчет предоставляет удобный инструмент для анализа поверок, связанных с использованием определенных реагентов, обеспечивая точный и структурированный доступ к информации.
Статистика
Кол-во поверок - 4
Выдано извещений - 0
Кол-во периодических поверок - 3
Кол-во средств измерений - 2
Кол-во владельцев - 3
Усредненный год выпуска СИ - 2009
МПИ по поверкам - 729 дн.
Приказы РСТ, где упоминается данный тип СИ
№460 от 2016.04.22 О продлении срока действия свидетельств об утверждении типа средств измерений
Наличие аналогов СИ: Комплекты мер дефектов для вихретоковых дефектоскопов (TST)
| ИМПОРТНОЕ СИ № в реестре, наименование СИ, обозначение, изголовитель |
ОТЕЧЕСТВЕННЫЙ АНАЛОГ № в реестре, наименование СИ, обозначение, изголовитель |
|---|
Все средства измерений ООО "ПАНАТЕСТ"
|
№ в реестре cрок св-ва |
Наименование СИ, обозначение, изголовитель | ОТ, МП | МПИ |
|---|---|---|---|
|
42594-09 01.01.2015 |
Комплекты мер дефектов для вихретоковых дефектоскопов, TST ООО "ПАНАТЕСТ" (РОССИЯ г.Москва) |
ОТ |
2 года |
|
75316-19 21.06.2024 |
Дефектоскопы многоканальные вихретоковые, ТiS 8C ООО "ПАНАТЕСТ" (РОССИЯ г.Москва) |
ОТ МП |
1 год |
|
78827-20 23.07.2025 |
Дефектоскопы ультразвуковые, АванГард ООО "ПАНАТЕСТ" (РОССИЯ г.Москва) |
ОТ МП |
1 год |

Город Ижевск входит в двадцатку важнейших городов России и в пятерку ведущих торговых центров на 1 000 человек. В настоящее время город по праву может использовать экономические, транспортные и культурные особенности страны, имея развитую оборонную, машиностроительную и металлургическую промышленность. И, кстати, Ижевский пруд является самым большим искусственным водоемом в Европе.
Географическое расположение Ижевска весьма удобно: существующая инфраструктура позволяет добраться практически в любую точку России - на самолете, поезде или автобусе. Например, перелет до Москвы длится всего 2 часа. К сожалению, пока аэропорт города не может похвастаться международным статусом, поэтому путешественникам из Удмуртии приходится ездить в Казань или Нижнекамск, где расположены ближайшие международные аэропорты.
Железнодорожная сеть традиционно высоко развита - всего в часе (или получасе - в зависимости от скорости движения) езды от Ижевска находится крупная железнодорожная станция Агрыз, а в паре часов - еще более крупная станция Балезино, где можно сделать пересадку или купить билет на проходящие поезда во всех направлениях.
Ижевск - развитый промышленный центр Удмуртии и Урала. Город известен в стране и в мире производством высококачественных сталей, развитым машиностроением, в частности: производством оружия и военной техники, стрелкового, охотничьего и нарезного оружия, автомобилей, приборостроения, пищевой промышленности. Основной целью развития промышленного сектора экономики г. Ижевска является сохранение и развитие имеющегося производственного потенциала путем его реструктуризации и адаптации к изменившимся экономическим условиям.
Основой экономического и социального развития города Ижевска является промышленное производство с долей численности работников 31,7% от среднесписочной численности работников организаций города Ижевска. Промышленные предприятия являются основными плательщиками налогов в бюджет города.
Отчет "Анализ рынка поверки в Ижевске" предоставляет исчерпывающую информацию по деятельности организаций, аккредитованных в Национальной системе аккредитации на право поверки средств измерений в городе Ижевск.
При проведении исследований были введены следующие ограничения:
- в отчете присутствуют организации с первичными или периодическими поверками от 100 шт. с 2017 года и действующими аттестатами аккредитации на текущий год;
- на первом и втором этапах фильтром отсекаются типы СИ с менее чем 10 поверками в год на организацию;
- на первом и втором этапах фильтром отсекаются типы СИ с менее чем 10 поверками в год на организацию;
- место регистрации или осуществления деятельности организаций должно совпадать с выбранным городом;
- топ типов СИ ограничен 500 позициями по каждой организации (сортировка по убыванию количества поверок);
- топ типов СИ ограничен 100 позициями по каждой организации при поиске по видам измерений (сортировка по убыванию количества поверок).
Содержание отчета:
- Список организаций-поверителей, осуществляющих поверку в городе Москва по данным ФСА и ФГИС АРШИН.
- Объемы первичных и периодических поверок за период с 2017г. по н.в.
- Информация о местах осуществления деятельности организаций-поверителей.
- Доля рынка поверок в % среди всех организаций, исследуемого города (предоставление информации в графическом и табличном видах).
- Детальный анализ по каждой из организации, работающей в выбранном городе.
- Анализ деятельности в разрезе первичных, периодических поверок и видов измерений.
- Количество поверок по типам СИ в динамике по годам.
- Индикация импортных аналогов средств поверки (в соответствии с ПЕРЕЧЕНЕМ СИ ОТЕЧЕСТВЕННОГО ПРОИЗВОДСТВА, АНАЛОГИЧНЫХ СРЕДСТВАМ ИЗМЕРЕНИЙ ИМПОРТНОГО ПРОИЗВОДСТВА от 09.2022г)
- Индикация типов СИ по ПП РФ №250 от 20.04.2010 г.
- Быстрый анализ контрагентов организаций-поверителей.
- Анализ цен на поверку СИ по Фед. округу.
Кто поверяет Комплекты мер дефектов для вихретоковых дефектоскопов (TST)
| Наименование организации | Cтатус | Поверенные модификации | Кол-во поверок | Поверок в 2025 году | Первичных поверок | Периодических поверок | Извещений | Для юриков | Для юриков первичные | Для юриков периодические |
|---|---|---|---|---|---|---|---|---|---|---|
| ООО "ИНЭКС СЕРТ" (RA.RU.312302) | 1 | 0 | 1 | 0 | 1 | 0 | 1 | |||
| ФБУ "РОСТЕСТ-МОСКВА" (RA.RU.311341) | РСТ | 2 | 0 | 2 | 0 | 1 | 0 | 1 | ||
| ФГУП "ВНИИОФИ" (RA.RU.311485) | РСТ | 1 | 0 | 0 | 0 | 0 | 0 | 0 |
Стоимость поверки Комплекты мер дефектов для вихретоковых дефектоскопов (TST)
| Организация, регион | Стоимость, руб | Средняя стоимость |
|---|
Знак утверждения типа
Знак утверждения типа наносится на титульный лист Руководства по эксплуатации типографским способом.
Сведения о методиках измерений
Нормативные и технические документы
Технические условия ТУ 427670-001-05842749-2009 комплект мер дефектов для вихретоковых дефектоскопов TST.
Описание типа для Государственного реестра средств измерений
Поверка
Поверка комплекта мер осуществляется в соответствии с мегодикой поверки, «Комплект мер дефектов для вихретоковых дефектоскопов TST, Методика поверки. 427670-001-05842749-2009МП», утвержденной ФГУП ВНИИОФИ в октябре 2009 года.
Основные средства поверки:
-
• Штангенциркуль по ГОСТ 166-89
-
• Линейка по ГОСТ 427-75
-
• Нутромер по ГОСТ 10-88 Межповерочный интервал - 2 года.
Изготовитель
ФГУП ВНИИОФИ.119361, г.Москва, ул.Озерная, 46
тел. 437-56-33, факс 437-31-47
E-mail: vniiofi@vniiofi.ru http://www.vniiofi.ru
Зам. директора
Комплект TST представляет собой набор стальных труб разного диаметра, прямоугольных пластин разной толщины и образцов с фиксированным радиусом кривизны.
Меры TST 001, TST 002.1, TST 002.2, TST 003, TST 005, TST 006.1, TST 006.2, изготавливают из стали типа Ст. 3 по ГОСТ 14637-79, Ст. 20 по ГОСТ 1050-74 или аналогичной, по электромагнитным свойствам близким к указанным маркам стали. Меру TST 004 изготавливают из стали марки 08X18Н10 по ГОСТ 5632-72 или аналогичной.
Маркировка наносится наклейкой на рабочую поверхность с краю по длине меры.
На каждой мере должно быть указано :
-
■ сокращенное наименование комплекта мер TST;
-
■ номер комплекта;
-
■ номер меры; .
-
■ Дата изготовления комплекта.
|
В комплект мер дефектов для вихретоковых дефектоскопов TST входят: | ||
|
№№ |
Наименование |
Количество, шт. |
|
1 |
Мера TST001 |
1* |
|
2 |
Мера TST002.1 . |
1* |
|
3 |
Мера TST002.2 |
1* |
|
4 |
Мера TST003 |
1* |
|
5 |
Мера TST004 |
1* |
|
6 |
Мера TST005 |
1* |
|
7 |
Мера TST006.1 |
1* . |
|
8 |
Мера TST006.2 |
1* |
|
9 |
Паспорт на комплект мер |
1 |
|
10 |
Методика поверки |
1 |
|
11 |
Ящик деревянный для хранения и транспортировки |
1 |
* состав комплекта! согласно требованию заказа
, Мера TST001:
Мера представляем собой прямоугольный образец с фиксированным радиусом кривизны. С внутренней стороны имеются проточки одинаковой ширины и глубины.
расположенными на разном расстоянии друг от друга.
|
Габаритные размеры, мм |
длина |
480 ±2 |
|
Радиус кривизны* |
3,25 - 380 | |
|
Допуск радиуса при изготовлении |
± 0,1 | |
|
толщина* |
з-зо | |
|
Допуск толщины при изготовлении |
±0,5 | |
|
Ширина проточек, мм |
20 ± 1 | |
|
Глубина проточек, % от толщины |
60 | |
|
Допуск глубины проточек при изготовлении, мм |
±0,1 | |
|
Расположение проточек |
внутренние | |
|
Расстояние между проточками, мм |
40 ± 1;20± 1; 10± 1;5± 1 | |
|
Расстояние от торца меры до первой проточки, мм |
200 ± 1 | |
|
Предел допускаемой основной абсолютной погрешности измерения толщины меры, мм |
±0,04 | |
|
Предел допускаемой основной абсолютной погрешности измерения ширины внутренних проточек, мм |
±0,04 | |
|
Предел допускаемой основной абсолютной погрешности измерения глуби- |
±0,04 | |
|
ны внутренних проточек, мм | |
|
Предел допускаемой основной абсолютной погрешности измерения длины меры, мм |
±0,2 |
* Согласно требованию заказчика. Если радиус кривизны превышает
380 мм, мера изготавливается в виде плоской прямоугольной пластины
Мера TST002.1:
Мера представляет собой прямоугольный образец с фиксированным радиусом кривизны. С внутренней стороны имеет проточки одинаковой ширины и различной глу-бины. Расстояние между соседними проточками одинаковое.
|
Габаритные размеры, мм |
длина |
440 ±2 |
|
Радиус кривизны* |
3,25 - 380 | |
|
Допуск радиуса при изготовлении |
±0,1 | |
|
толщина* |
з-зо | |
|
Допуск -толщины при изготовлении |
±0,5 | |
|
Расположение проточек |
внутренние | |
|
Ширина проточек, мм |
20 ± 1 | |
|
Глубина проточек. % от толщины |
5; 10; 20 | |
|
Допуск глубины проточек при изготовлении. мм |
±0.1 | |
|
Расстояние между проточками, мм |
40 ± 1 | |
|
Расс тояние от торца меры до первой проточки, мм |
200 ± 1 | |
|
Предел допускаемой основной абсолютной погрешности измерения толщины меры, мм |
±0.04 | |
|
Предел допускаемой основной абсолютной погрешности измерения ширины внутренних проточек, мм |
±0,04 | |
|
Предел допускаемой основной абсолютной погрешности измерения глубины внутренних проточек, мм |
±0,04 | |
|
Предел допускаемой основной абсолютной погрешности измерения длины меры, мм |
±0,2 | |
* Согласно требованию заказчика. Если радиус кривизны превышает
380 мм, мера изготавливается в виде плоской прямоугольной пластины
Мера TST002.2:
Мера представляет собой прямоугольный образец с фиксированным радиусом кривизны. С внутренней стороны имеет проточки одинаковой ширины и различной глубины. Расстояние между соседними проточками одинаковое.
|
Габаритные размеры, мм |
длина |
440 ±2 |
|
Радиус кривизны* |
3,25 - 380 |
Описание типа для
|
Допуск радиуса при изготовлении |
±0,1 | |
|
толщина* |
3-30 | |
|
Допуск толщины при изготовлении |
±0,5 | |
|
Расположение проточек |
внутренние | |
|
Ширина проточек, мм |
20 ± 1 | |
|
Глубина проточек, % от толщины |
40; 60; 80 | |
|
Допуск глубины проточек при изготовлении, мм |
± 0,1 | |
|
Расстояние между проточками, мм |
40 ± 1 | |
|
Расстояние от торца меры да первой проточки, мм |
200 ± 1 | |
|
Предел допускаемой основной абсолютной погрешности измерения толщины меры, мм |
±0,04 | |
|
Предел допускаемой основной абсолютной погрешности измерения ширины внутренних проточек, мм |
±0,04 | |
|
Предел допускаемой.основной абсолютной погрешности измерения глубины внутренних проточек, мм |
±0,04 | |
|
Предел допускаемой основной абсолютной погрешности измерения длины меры, мм |
± 0,2 | |
* Согласно требованию заказчика. Если радиус кривизны превышает
380 мм, мера изготавливается в виде плоской прямоугольной пластины
измерений
Мера TST003:
Мера представляет собой квадратную пластину. На нижней поверхности имеет две группы отверстий. Первая группа представляет собой набор отверстий одинаковой длинны, ширины, глубины и с различным расстоянием между соседними отверстиями. Вторая группа представляет собой набор отверстий различной глубины и одина-ковой длинны, ширины, с одинаковым расстоянием между соседними отверстиями.
|
Габаритные размеры, мм |
длина |
600 ±2 |
|
ширина |
600 ±2 | |
|
толщина* |
4-16 | |
|
Расположение отверстий |
внутренние | |
|
Длина отверстий, мм |
50 ± 1 | |
|
Ширина отверстий, мм |
50 ± 1 | |
|
Глубина отверстий, % от толщины |
5; 10; 20; 60 | |
|
Допуск глубины отверстий при изготовлении, мм |
± 0,1 | |
|
Расстояние между соседними отверстиями, мм |
5± 1; 10± 1; 20 ± 1; 40 ± 1; 100 ± 1 | |
|
Расстояние от левого, правого и нижнего краев меры до первого отверстия, мм |
150 ± 1 |
|
Предел допускаемой основной абсолютной погрешности измерения толщины меры, мм |
±0,04 |
|
Предел допускаемой основной абсолютной погрешности измерения длины отверстий, мм |
±0,04 |
|
Предел допускаемой основной абсолютной погрешности измерения ширины отверстий, мм |
±0,04 |
|
Предел допускаемой основной абсолютной погрешности измерения глубины отверстий, мм ' |
±0,04 |
|
Предел допускаемой основной абсолютной погрешности измерения длины меры, мм |
±0,2 |
|
Предел допускаемой основной абсолютной погрешности измерения ширины меры, мм |
± 0.2 |
* согласно требованию заказчика
* Мера TST004:
Мера представляет собой трубу. Мера имеет проточку с внешней стороны, проточку с внутренней стороны и группу плоскодонных отверстий с внешней с тороны. Плоскодонные отверстия имеют различный диаметр и глубину.
|
Габаритные размеры, мм |
длина |
280 ± 2 |
|
внутренний диаметр* |
4,5 - 760 | |
|
Допуск диаметра при изготовлении |
± 0,2 | |
|
толщина* |
3-30 | |
|
Допуск толщины при изготовлении |
±0,5 | |
|
Расположение проточек |
внешние, внутренние | |
|
Расстояние от торца меры до первой проточки, мм |
40 ± 1 | |
|
Ширина внешней проточки, мм |
20 ± 1 | |
|
Глубина внешней проточки, % от толщины |
10 | |
|
Допуск глубины внешней проточки при изготовлении, мм |
±0,1 | |
|
Ширина внутренней проточки, мм |
20 ± 1 | |
|
Глубина внутренней проточки, |
10 | |
|
% от толщины | |
|
Допуск глубины внутренней проточки при изготовлении, мм |
±0,1 |
|
Расстояние между проточками, мм |
20 ± 1 |
|
Диаметр плоскодонных отверстий, мм |
5 ± 0,2; 4 ± 0,2; 3 ± 0,2; 2 ± 0,2 |
|
Глубина плоскодонных отверстий, % от толщины |
20; 40; 60; 80;100** |
|
Допуск глубины плоскодонных отверстий при изготовлении, мм |
±0,1 |
|
Расстояние между плоскодонными отверстиями, мм |
20 ± 1 |
|
Предел допускаемой основной абсолютной погрешности измерения толщины меры, мм |
±0,04 |
|
Предел допускаемой основной абсолютной погрешности измерения глубины внутренних проточек, мм |
± 0,003 |
|
Предел допускаемой основной абсолютной погрешности измерения ширины внутренних проточек, мм |
± 0,003 |
|
Предел допускаемой основной абсолютной погрешности измерения глубины внешних проточек, мм |
±0,04 |
|
Предел допускаемой основной абсолютной погрешности измерения ширины внешних проточек, мм |
± 0,04 |
|
Предел допускаемой основной абсолютной погрешности измерения глубины плоскодонных отверстий, мм |
±0,04 |
|
Предел допускаемой основной абсолютной погрешности измерения диаметра плоскодонных отверстий, мм |
±0,04 |
|
Предел допускаемой основной абсолютной погрешности измерения длины меры, мм |
±0,2 |
* согласно требованию заказчика ** сквозное отверстие
измерений
Мера TST005:
Мера представляет собой трубу. С внешней стороны имеет проточки одинаковой ширины и глубины. Расстояние между соседними проточками различное.
Габаритные размеры, длина 480 ± 2
|
длина |
480 ±2 |
|
внутренний диаметр |
8-760 |
|
мм |
Допуск диаметра при изготовлении |
±0,2 |
|
толщина* |
з-зо | |
|
Допуск толщины при изготовлении |
±0,5 | |
|
Расположение проточек |
внешние | |
|
Ширина проточек, мм |
20 ± 1 | |
|
Глубина проточек, % от толщины |
60 . | |
|
Допуск глубины проточек при изготовлении, мм |
±0,1 | |
|
Расстояние между проточками, мм • |
5± 1; 10± 1; 20 ± 1; 40 ± 1 | |
|
Расстояние от торца меры до первой проточки, мм |
190 ± 1 | |
|
Предел допускаемой основной абсолютной погрешности измерения толщины меры, мм |
±0,04 | |
|
Предел допускаемой основной абсолютной погрешности измерения ширины внешних проточек, мм . |
±0,04 | |
|
Предел допускаемой основной абсолютной погрешности измерения глубины внешних проточек, мм |
±0.04 | |
|
Предел допускаемой основной абсолютной погрешности измерения длины меры, мм |
± 0.2 | |
* согласно требованию заказчика
Мера TST006.1:
Мера представляет собой трубу. С внешней стороны имеет проточки одинаковой ширины и различной глубины. Расстояние между соседними проточками одинаковое.
|
Габаритные размеры, мм |
длина |
440 ± 2 |
|
внутренний диаметр* |
8-760 | |
|
Допуск диаметра при изготовлении |
± 0.2 | |
|
толщина* |
3-30 | |
|
Допуск толщины при изготовлении |
±0.5 | |
|
Расположение проточек |
внешние | |
|
Ширина проточек, мм |
20 ± 1 | |
|
Глубина проточек, % от толщины |
5; 10; 20 | |
|
Допуск глубины проточки при изготовлении, мм |
± 0,1 | |
|
Расстояние между проточками, мм |
40 ± 1 | |
|
Расстояние от торца меры до первой проточки, мм |
200 ± 1 |
|
Предел допускаемой основной абсолютной погрешности измерения толщины меры, мм |
±0,04 |
|
Предел допускаемой основной абсолютной погрешности измерения глубины внешних проточек, мм |
±0,04 |
|
Предел допускаемой основной абсолютной погрешности измерения ширины внешних проточек, мм |
± 0,04 |
|
Предел допускаемой основной абсолютной погрешности измерения длины меры, мм |
±0,2 |
* согласно'требованию заказчика
Мера TST006.2;
Мера представляет собой трубу. С внешней стороны имеет проточки одинаковой ширины и различной глубины. Расстояние между соседними проточками одинаковое.
|
Габаритные размеры^ мм |
длина |
440 ±2 |
|
внутренний диаметр* |
8-760 | |
|
Допуск диаметра при изготовлении |
±0.2 | |
|
толщина* |
з-зо | |
|
Допуск толщины при изготовлении |
± 0.5 | |
|
Расположение проточек |
внешние | |
|
Ширина проточек, мм |
20 ± 1 | |
|
Глубина проточек, % от толщины |
40; 60;80 | |
|
Допуск глубины проточки при изготовлении, мм |
± 0.1 | |
|
Расстояние между проточками, мм |
40 ± 1 | |
|
Расстояние от торца меры до первой проточки, мм |
200 ± 1 | |
|
Предел допускаемой основной абсолютной погрешности измерения толщины меры, мм |
±0,04 | |
|
Предел допускаемой основной абсолютной погрешности измерения глубины внешних проточек, мм |
±0,04 | |
|
Предел допускаемой основной абсолютной погрешности измерения ширины внешних проточек, мм |
±0,04 | |
|
Предел допускаемой основной абсолютной погрешности измерения длины меры, мм |
±0,2 | |
* согласно требованию заказчика
Описание типа для Государственного реестра средств измерений