
Номер по Госреестру СИ: 28138-10
28138-10 Комплексы аппаратно-программные автоматизированной расшифровки рентгеногаммаграфических снимков
(МАРС)
Назначение средства измерений:
Комплекс аппаратно-программный автоматизированной расшифровки рентгеногаммаграфических снимков «МАРС» (далее комплекс) предназначен для измерения оптической плотности, линейных размеров и координат дефектов при автоматизированной оценке и расшифровке рентгеногаммаграфических снимков (далее снимков), получаемых в результате рентгеногаммаграфирования сварных соединений на промышленно опасных объектах, а также на любых других объектах.

Общие сведения
Дата публикации - 08.05.2018
Срок свидетельства - 01.04.2015
Номер записи - 112616
ID в реестре СИ - 335016
Тип производства - серийное
Описание типа
Поверка
Интервал между поверками по ОТ - 1 год
Наличие периодической поверки - Да
Модификации СИ
Установка контрольно-измерительная многофункциональная автоматизированная для расшифровки снимков НОРД (мод.НОРД-ТРН), Установка контрольно-измерительная многофункциональная автоматизированная для расшифровки снимков НОРД (мод.НОРД-СТД), Установка контрольно-измерительная многофункциональная автоматизированная для расшифровки снимков НОРД (мод.НОРД-ГЗП), Нет модификации, нет данных , МАРС, Комплекус аппаратно-програмный автоматизированный , Комплексы аппаратно-программые автоматизированной , Комплекс программно-аппаратный для автоматизированной расшифровки рентгеногаммаграфических снимков МАРС, Комплекс программно-аппаратный автоматизированной расшифровки рентгеногаммаграфических снимков МАРС, Комплекс аппаратно-программыйавтоматизированной ра, Комплекс аппаратно-программный автоматизированной расшифровки рентгеногаммаграфических снимков МАРС, Комплекс аппаратно-программный автоматизированной , «МАРС», -,
Производитель
Изготовитель - ООО "ХАНК"
Страна - РОССИЯ
Населенный пункт - г.С.-Петербург
Уведомление о начале осуществления предпринимательской деятельности - Да
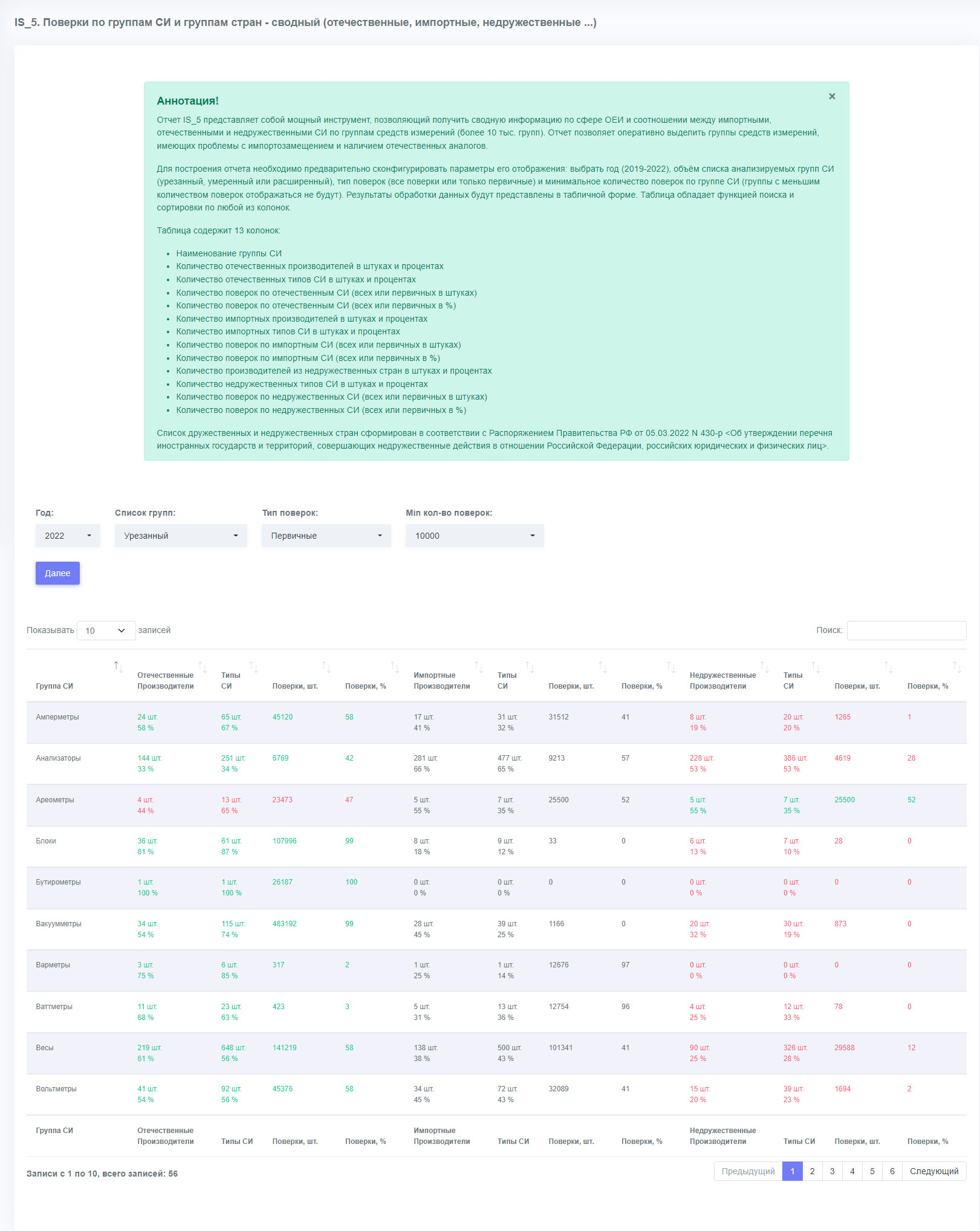
Отчет IS_5 представляет собой мощный инструмент, позволяющий получить сводную информацию по сфере ОЕИ и соотношении между импортными, отечественными и недружественными СИ по группам средств измерений (более 10 тыс. групп). Отчет позволяет оперативно выделить группы средств измерений, имеющих проблемы с импортозамещением и наличием отечественных аналогов.
Для построения отчета необходимо предварительно сконфигурировать параметры его отображения: выбрать год (2019-2022), объём списка анализируемых групп СИ (урезанный, умеренный или расширенный), тип поверок (все поверки или только первичные) и минимальное количество поверок по группе СИ (группы с меньшим количеством поверок отображаться не будут). Результаты обработки данных будут представлены в табличной форме. Таблица обладает функцией поиска и сортировки по любой из колонок.
Таблица содержит 13 колонок:
- Наименование группы СИ
- Количество отечественных производителей в штуках и процентах
- Количество отечественных типов СИ в штуках и процентах
- Количество поверок по отечественным СИ (всех или первичных в штуках)
- Количество поверок по отечественным СИ (всех или первичных в %)
- Количество импортных производителей в штуках и процентах
- Количество импортных типов СИ в штуках и процентах
- Количество поверок по импортным СИ (всех или первичных в штуках)
- Количество поверок по импортным СИ (всех или первичных в %)
- Количество производителей из недружественных стран в штуках и процентах
- Количество недружественных типов СИ в штуках и процентах
- Количество поверок по недружественных СИ (всех или первичных в штуках)
- Количество поверок по недружественных СИ (всех или первичных в %)
Список дружественных и недружественных стран сформирован в соответствии с Распоряжением Правительства РФ от 05.03.2022 N 430-р <Об утверждении перечня иностранных государств и территорий, совершающих недружественные действия в отношении Российской Федерации, российских юридических и физических лиц>.
Статистика
Кол-во поверок - 340
Выдано извещений - 0
Кол-во периодических поверок - 126
Кол-во средств измерений - 70
Кол-во владельцев - 58
Усредненный год выпуска СИ - 0
МПИ по поверкам - 364 дн.
Приказы РСТ, где упоминается данный тип СИ
№2596 от 2024.10.31 Приказ об утверждении Программы национальной стандартизации на 2025 год
Наличие аналогов СИ: Комплексы аппаратно-программные автоматизированной расшифровки рентгеногаммаграфических снимков (МАРС)
| ИМПОРТНОЕ СИ № в реестре, наименование СИ, обозначение, изголовитель |
ОТЕЧЕСТВЕННЫЙ АНАЛОГ № в реестре, наименование СИ, обозначение, изголовитель |
|---|
Все средства измерений ООО "ХАНК"
|
№ в реестре cрок св-ва |
Наименование СИ, обозначение, изголовитель | ОТ, МП | МПИ |
|---|---|---|---|
|
28138-04 01.12.2009 |
Комплексы аппаратно-программные автоматизированной расшифровки рентгеногаммаграфических снимков, МАРС ООО "ХАНК" (РОССИЯ г.С.-Петербург) |
1 год | |
|
28138-10 01.04.2015 |
Комплексы аппаратно-программные автоматизированной расшифровки рентгеногаммаграфических снимков, МАРС ООО "ХАНК" (РОССИЯ г.С.-Петербург) |
ОТ |
1 год |
Город Омск был основан в 1716 году. Официально получил статус города в 1782 году. С 1934 года - административный центр Омской области. Площадь Омска составляет 566,9 кв. км. Территория города разделена на пять административных округов: Центральный, Советский, Кировский, Ленинский, Октябрьский. Протяженность города Омска вдоль реки Иртыш составляет около 40 км.
Расстояние от Омска до Москвы составляет 2 555 км. Климат Омска резко континентальный. Зима суровая, продолжительная, с устойчивым снежным покровом. Лето теплое, часто жаркое. Весна и осень характеризуются резкими колебаниями температуры. Средняя температура самого теплого месяца (июля): +18˚С. Средняя температура самого холодного месяца (январь): -19˚С.
Численность населения на 1 января 2022 года составляет 1 126 193 человека. Плотность населения составляет 1 949 человек на 1 кв. км. Омск - один из крупнейших городов Западно-Сибирского региона России. Омская область соседствует с Тюменской областью на западе и севере, с Томской и Новосибирской областями на востоке и с Республикой Казахстан на юге и юго-западе.
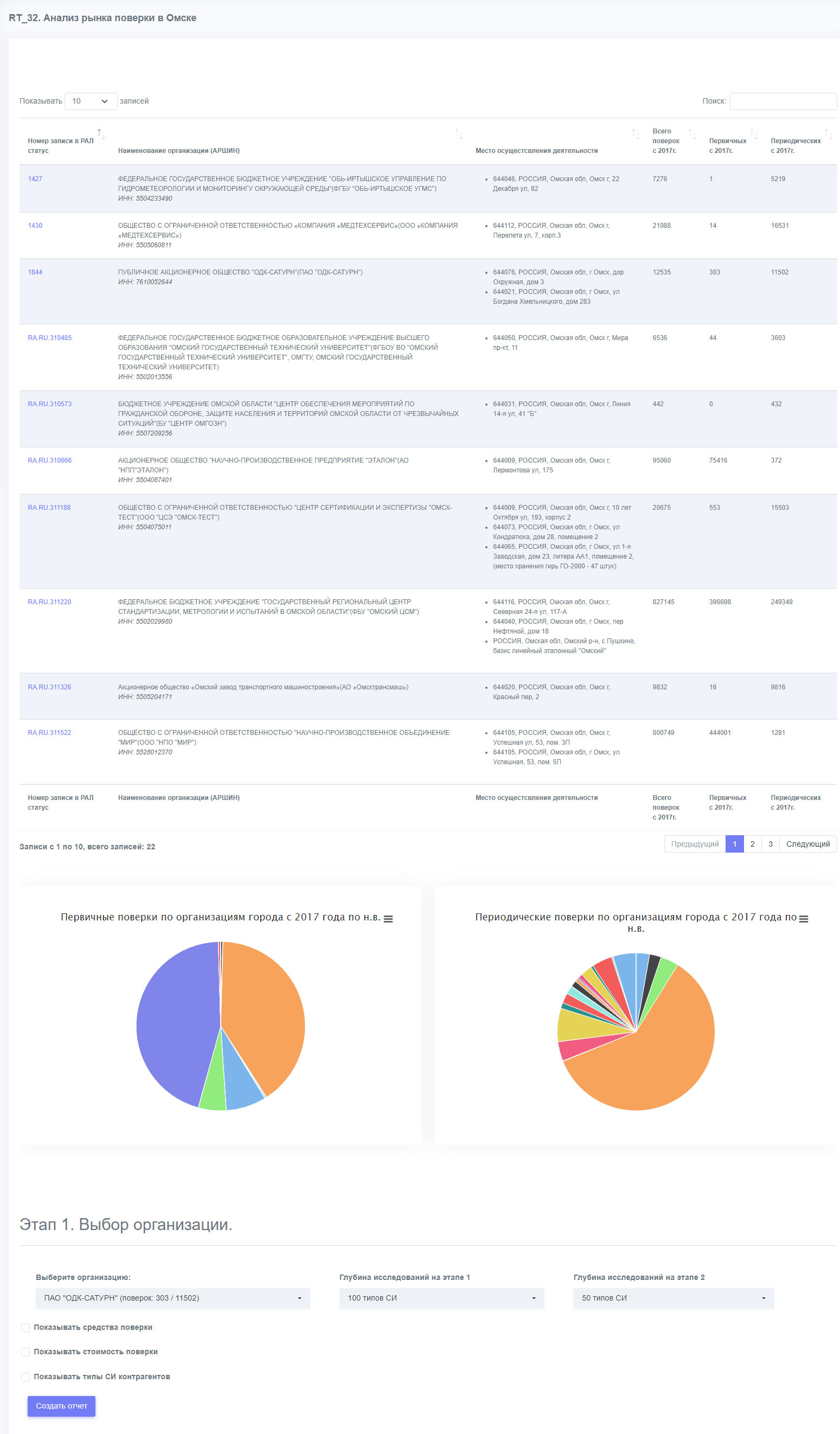
Отчет "Анализ рынка поверки в Омске" предоставляет исчерпывающую информацию по деятельности организаций, аккредитованных в Национальной системе аккредитации на право поверки средств измерений в городе Омск.
При проведении исследований были введены следующие ограничения:
- в отчете присутствуют организации с первичными или периодическими поверками от 100 шт. с 2017 года и действующими аттестатами аккредитации на текущий год;
- на первом и втором этапах фильтром отсекаются типы СИ с менее чем 10 поверками в год на организацию;
- на первом и втором этапах фильтром отсекаются типы СИ с менее чем 10 поверками в год на организацию;
- место регистрации или осуществления деятельности организаций должно совпадать с выбранным городом;
- топ типов СИ ограничен 500 позициями по каждой организации (сортировка по убыванию количества поверок);
- топ типов СИ ограничен 100 позициями по каждой организации при поиске по видам измерений (сортировка по убыванию количества поверок).
Содержание отчета:
- Список организаций-поверителей, осуществляющих поверку в городе Москва по данным ФСА и ФГИС АРШИН.
- Объемы первичных и периодических поверок за период с 2017г. по н.в.
- Информация о местах осуществления деятельности организаций-поверителей.
- Доля рынка поверок в % среди всех организаций, исследуемого города (предоставление информации в графическом и табличном видах).
- Детальный анализ по каждой из организации, работающей в выбранном городе.
- Анализ деятельности в разрезе первичных, периодических поверок и видов измерений.
- Количество поверок по типам СИ в динамике по годам.
- Индикация импортных аналогов средств поверки (в соответствии с ПЕРЕЧЕНЕМ СИ ОТЕЧЕСТВЕННОГО ПРОИЗВОДСТВА, АНАЛОГИЧНЫХ СРЕДСТВАМ ИЗМЕРЕНИЙ ИМПОРТНОГО ПРОИЗВОДСТВА от 09.2022г)
- Индикация типов СИ по ПП РФ №250 от 20.04.2010 г.
- Быстрый анализ контрагентов организаций-поверителей.
- Анализ цен на поверку СИ по Фед. округу.
Кто поверяет Комплексы аппаратно-программные автоматизированной расшифровки рентгеногаммаграфических снимков (МАРС)
| Наименование организации | Cтатус | Поверенные модификации | Кол-во поверок | Поверок в 2025 году | Первичных поверок | Периодических поверок | Извещений | Для юриков | Для юриков первичные | Для юриков периодические |
|---|---|---|---|---|---|---|---|---|---|---|
| ФГУП "ВНИИОФИ" (RA.RU.311485) | РСТ | 13 | 0 | 9 | 0 | 13 | 0 | 9 | ||
| ООО "ИСКАТЕЛЬ - 2" (RA.RU.311939) | 120 | 10 | 5 | 107 | 0 | 88 | 5 | 83 | ||
| ФГУП «ВНИИОФИ» (RA.RU.311485) | РСТ | 24 | 0 | 0 | 0 | 0 | 0 | 0 | ||
| ФГУП "ВНИИМ им. Д.И. Менделеева" (RA.RU.311541) | 89 | 0 | 0 | 0 | 0 | 0 | 0 | |||
| ООО "ИСКАТЕЛЬ - 2" (RA.RU.311939) | 6 | 0 | 0 | 0 | 0 | 0 | 0 | |||
| ФГУП "ВНИИОФИ" (RA.RU.311485) | РСТ | 70 | 0 | 0 | 0 | 0 | 0 | 0 | ||
| ФБУ «Тест-С.-Петербург» (RA.RU.311483) | РСТ | 8 | 0 | 0 | 0 | 0 | 0 | 0 | ||
| ФГБУ "ВНИИОФИ" (RA.RU.311485) | 10 | 1 | 0 | 10 | 0 | 10 | 0 | 10 |
Стоимость поверки Комплексы аппаратно-программные автоматизированной расшифровки рентгеногаммаграфических снимков (МАРС)
| Организация, регион | Стоимость, руб | Средняя стоимость |
|---|---|---|
|
ФБУ Тест-С.-Петербург Санкт-Петербург |
4596 | 4343 |
|
ФБУ Тест-С.-Петербург Санкт-Петербург |
4090 | 4343 |
Знак утверждения типа
Знак утверждения типа наносится на титульный лист паспорта, способ нанесения -типографский или с помощью голографической наклейки.
Сведения о методиках измерений
Нормативные и технические документы
ГОСТ 8.588-06 «Рекомендация. Государственная поверочная схема для средств измерений оптической плотности материалов».
МИ 2060-90 «Рекомендация. Государственная поверочная схема для средств измерений длины в диапазоне Г10'6 - 50 м и длин волн в диапазоне 0,2 - 50 мкм».
ТУ 5028-010-52126161-09 «Комплексы аппаратно-программные автоматизированной расшифровки рентгеногаммаграфических снимков «МАРС». Технические условия».
Поверка
Поверка комплекса осуществляют в соответствии с документом «Комплексы аппаратно-программные автоматизированной расшифровки рентгеногаммаграфических снимков «МАРС». Методика поверки», утвержденным ГЦИ СИ Тест-С.-Петербург в январе 2010 г.
Основное оборудование, необходимое для поверки:
-
1. Денситометр X-Rite 361Т, ПГ ±0,01 Б.
-
2. Набор мер оптической плотности, ПГ 0,02 Б.
-
3. Мера длины штриховая, 0 - 400 мм, 2 разряд.
-
4. Тестовый снимок сварного соединения.
Межповерочный интервал - 1 год.
Заключение
Тип комплексов аппаратно-программных автоматизированных расшифровки рентгеногаммаграфических снимков «МАРС» утвержден с техническими и метрологическими характеристиками, приведенными в настоящем описании типа, и метрологически обеспечен при выпуске из производства и в эксплуатации согласно государственным поверочным схемам.
Комплексы «МАРС» имеют разрешение Федеральной службы по экологическому, технологическому и атомному надзору № РРС 00.29543 от 23.05.2008 г. со сроком действия до 23.05.2013 г.
В состав комплекса входят: компьютер, сканер со слайд-модулем, принтер.
Снимки вводятся в компьютер с помощью сканера и сохраняются на жестком диске системного блока. Комплекс производит обработку изображения снимка, определение параметров контроля и дефектов. Если хотя бы один из параметров не соответствует требованиям нормативно-технических документов, то этот параметр фиксируется, а снимок к расшифровке не допускается и распечатка протокола невозможна. В случае соответствия всех параметров контроля, происходит поиск, классификация и обработка дефектов сварного шва, изображенных на снимках.
В комплексе при архивации снимков на долговременных носителях имеется возможность проследить динамику развития дефектов сварного соединения в процессе длительной эксплуатации.
В процессе расшифровки снимка комплекс выполняет следующие функции:
-
- определяет соответствие нормативным документам количества экспозиций;
-
- определяет соответствие нормативным документам периметра сварного соединения или его длины;
-
- оценивает взаимное положение эталонов чувствительности и шва;
-
- определяет чувствительность контроля снимков;
-
- измеряет оптическую плотность изображения шва и эталонов чувствительности;
-
- определяет соответствие снимков требованиям нормативных документов в части допуска к расшифровке;
-
- определяет наличие дефектов, их местоположение и классификацию;
-
- измеряет геометрические размеры дефектов;
-
- оценивает соответствие сварного соединения требованиям нормативных документов;
>
-
- формирует протокол или заключение по результатам расшифровки;
-
- фиксирует изменения, вносимые дефектоскопистом в протокол или заключение;
-
- сохраняет данные о снимках и протоколах.
В комплексе обеспечена возможность просмотра трехмерного изображения снимка для оценки относительного уменьшения толщины металла.
Комплекс обеспечивает контроль сварных соединений в соответствии с требования
ми следующих нормативных документов:
|
ГОСТ 7512-82 |
Соединения сварные. Радиографический метод. |
|
ГОСТ 23055-78 |
Классификация сварных соединений по результатам радиографического контроля. |
|
ГОСТ 16037-80 |
Соединения сварные стальных трубопроводов. |
|
СНиП 3.05.02-88 |
Газоснабжение. |
|
ВСН 012-88 |
Строительство магистральных и промысловых трубопроводов. |
|
СНиП 3.05.05-84 |
Технологическое оборудование и технологические трубопроводы. |
В комплект поставки входят:
-
1. Комплекс в составе:
-
- программное обеспечение
-
- сканер со слайд-модулем
-
- системный блок*
-
1 шт.;
1 шт.;
1 шт.;
- монитор*
1 шт.;
- принтер*
-
2. Тестовый снимок сварного соединения
-
3. Набор мер оптической плотности
-
4. Руководство по эксплуатации
-
5. Методика поверки
-
6. Паспорт
1 шт.
1 шт.
1 шт.
1 экз.
1 экз.
1 экз.
* По требованию заказчика за отдельную плату.
-
1. Диапазон измерения визуальной диффузной оптической
плотности (далее оптической плотности), Б от 0,6 до 3,0
-
2. Дискретность отсчета при измерении оптической плотности, Б 0,01
3. Пределы допускаемой абсолютной погрешности при измерении оптической плотности, Б
±0,1
4. Диапазон измерения линейных размеров, мм
от 0 до 400
5. Дискретность отсчета при измерении линейных размеров и координат дефектов, мм
0,001
6. Пределы допускаемой абсолютной погрешности при измерении линейных размеров и координат дефектов, мм
±0,1
7. Питание:
- напряжение питания переменного тока, В
2201g
- частота, Гц
50 ± 1
8. Потребляемая мощность комплекса, В А, не более
600
9. Габаритные размеры, мм, не более:
- сканера
800x585x350
- слайд-модуля
800x585x200
10. Масса, кг, не более:
- сканера
20
- слайд-модуля
8
11. Средний срок службы, лет, не менее
5
12. Средняя наработка на отказ, ч, не менее
5000
13. Условия эксплуатации:
- температура окружающего воздуха, °C
20 ±5
- относительная влажность воздуха, %, не более
80
- атмосферное давление, кПа (мм рт.ст.)
101,3 ±4
(760 ± 40)