
Номер по Госреестру СИ: 85772-22
85772-22 Весы непрерывного действия конвейерные
(Hasler)
Назначение средства измерений:
Весы непрерывного действия конвейерные Hasler предназначены для измерений массы сыпучих материалов, транспортируемых ленточными конвейерами.


Внешний вид.
Весы непрерывного действия конвейерные
Рисунок № 1

Внешний вид.
Весы непрерывного действия конвейерные
Рисунок № 2

Внешний вид.
Весы непрерывного действия конвейерные
Рисунок № 3
Общие сведения
Дата публикации - 10.06.2022
Срок свидетельства - 07.06.2027
Номер записи - 187807
ID в реестре СИ - 1400190
Тип производства - серийное
Описание типа
Поверка
Интервал между поверками по ОТ - 1 год
Наличие периодической поверки - Да
Методика поверки
Модификации СИ
Производитель
Изготовитель - HASLER GROUP SAS
Страна - ФРАНЦИЯ
Населенный пункт -
Уведомление о начале осуществления предпринимательской деятельности -
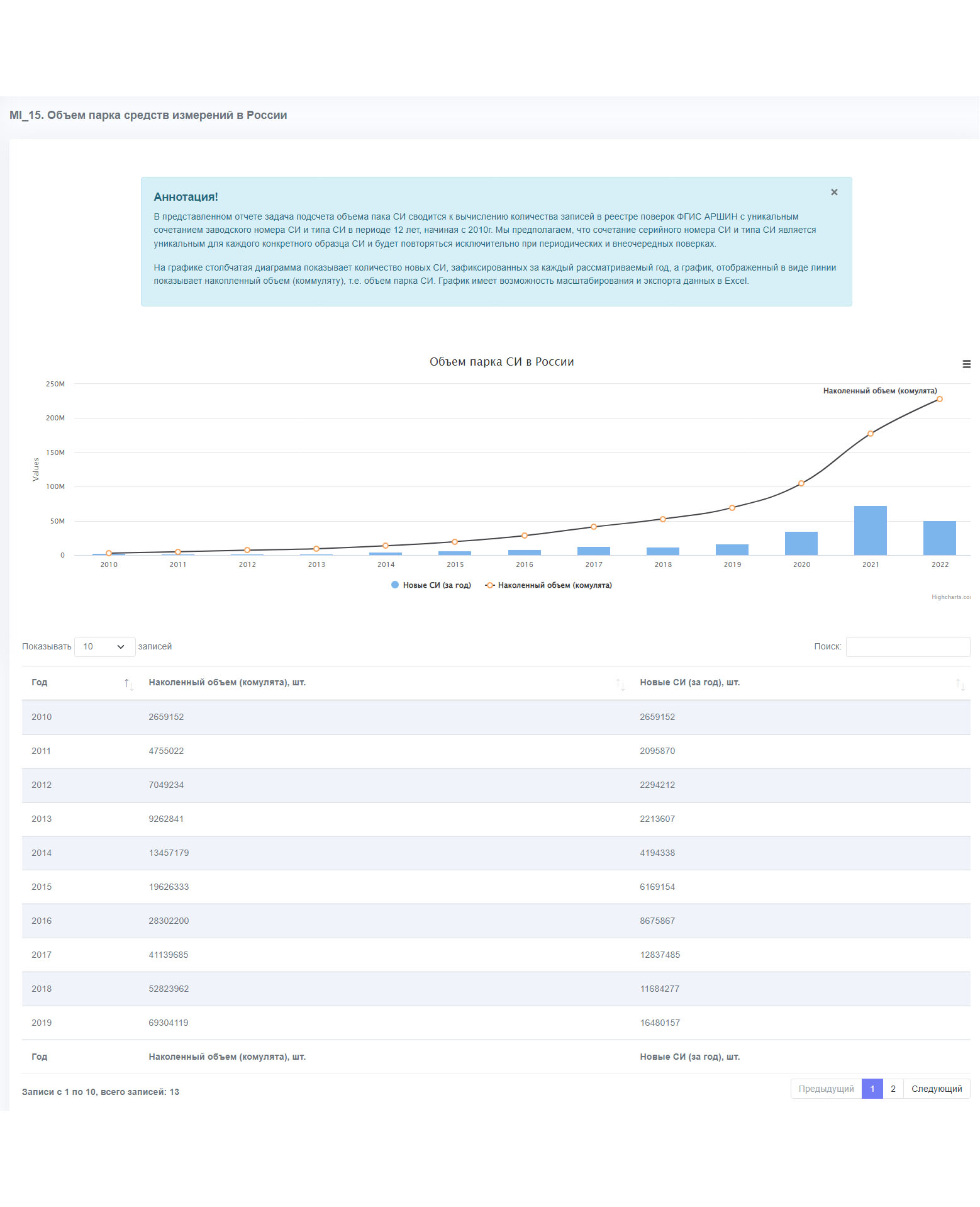
В представленном отчете задача подсчета объема пака СИ сводится к вычислению количества записей в реестре поверок ФГИС АРШИН с уникальным сочетанием заводского номера СИ и типа СИ в периоде 12 лет, начиная с 2010г. Мы предполагаем, что сочетание серийного номера СИ и типа СИ является уникальным для каждого конкретного образца СИ и будет повторяться исключительно при периодических и внеочередных поверках.
На графике столбчатая диаграмма показывает количество новых СИ, зафиксированных за каждый рассматриваемый год, а график, отображенный в виде линии показывает накопленный объем (коммуляту), т.е. объем парка СИ. График имеет возможность масштабирования и экспорта данных в Exсel.
Бесплатный
Статистика
Кол-во поверок -
Выдано извещений -
Кол-во периодических поверок -
Кол-во средств измерений -
Кол-во владельцев -
Усредненный год выпуска СИ -
МПИ по поверкам - дн.
Приказы РСТ, где упоминается данный тип СИ
№1374 от 2022.06.07 ПРИКАЗ_Об утверждении типов средств измерений (24)
Наличие аналогов СИ: Весы непрерывного действия конвейерные (Hasler)
| ИМПОРТНОЕ СИ № в реестре, наименование СИ, обозначение, изголовитель |
ОТЕЧЕСТВЕННЫЙ АНАЛОГ № в реестре, наименование СИ, обозначение, изголовитель |
|---|---|
|
85772-22 Весы непрерывного действия конвейерные (Hasler) HASLER GROUP SAS (ФРАНЦИЯ ) |
68938-17 Комплекты преобразователей напряжения термоэлектрических (ПНТЭ-37) ООО "Эребус" (РОССИЯ г.Нижний Новгород) |
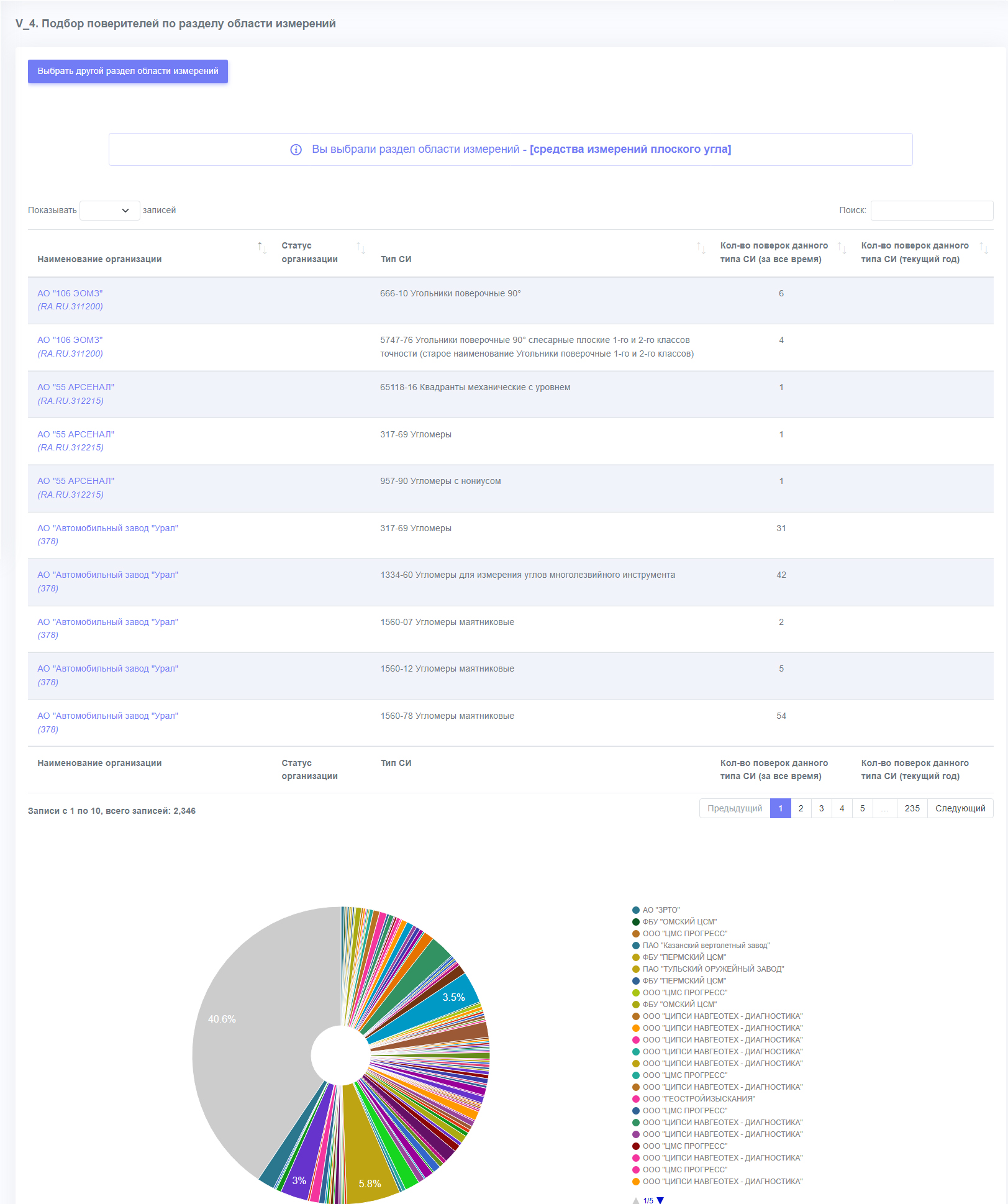
"Подбор поверителей по разделу области измерений" позволяет быстро найти организации, специализирующиеся поверкой СИ в конкретном разделе области измерений. Более 200 подразделов из 19 областей измерений.
Для запуска отчета достаточно выбрать из списка интересующий раздел области измерений и нажать кнопку "Показать результат".
В результатах поиска будет отображена таблица, содержащая информацию об организациях, проводивших поверку, их статус (подвед РСТ или нет), модификации типов СИ, общее количество поверок и количество поверок, сделанных в текущем году.
Кто поверяет Комплекты преобразователей напряжения термоэлектрических (ПНТЭ-37)
| Наименование организации | Cтатус | Поверенные модификации | Кол-во поверок | Поверок в 2026 году | Первичных поверок | Периодических поверок | Извещений | Для юриков | Для юриков первичные | Для юриков периодические |
|---|
Стоимость поверки Комплекты преобразователей напряжения термоэлектрических (ПНТЭ-37)
| Организация, регион | Стоимость, руб | Средняя стоимость |
|---|
Программное обеспечение
Программное обеспечение (ПО) состоит из программных модулей, которые перечислены в основном меню действий контроллера BFC и предназначены для контроля правильности работы всех систем весов, обработки сигналов, поступающих с датчиков, а также для хранения и настройки процедуры калибровки весов и параметров пользовательского меню.
Основными функциями ПО являются: определение массы материала, транспортируемого конвейером за единицу времени (производительность весов), определение нарастающего итога путём интегрирования производительности.
Защита ПО на программном уровне обеспечивается путем разграничения доступа к ПО на пользовательский режим (режим измерений) и режим программирования.
Идентификационное наименование ПО и наименование версии высвечивается при включении, а также при обращении к одноименному подпункту меню весов
Таблица 1 - Идентификационные данные программного обеспечения
|
Идентификационные данные (признаки) |
Значение |
|
Идентификационное наименование ПО |
BFC 1.506 bfc.nxf |
|
Номер версии (идентификационный номер) ПО |
1.506 |
|
Цифровой идентификатор ПО |
9F00 |
Уровень защиты программного обеспечения «высокий» в соответствии с Р 50.2.077-2014
Знак утверждения типа
Знак утверждения типананосится на титульный лист эксплуатационной документации весов и маркировочную табличку, расположенную на ГПУ, типографским способом.
Сведения о методиках измерений
Сведения о методиках (методах) измерений
в разделе 16-19 руководство по эксплуатации BFC
Нормативные и технические документы
Нормативные и технические документы, устанавливающие требования к средству измерений
Приказ Федерального агентства по техническому регулированию и метрологии № 2818 от 29.12.2018 г. «Об утверждении Государственной поверочной схемы для средств измерений массы».
ГОСТ 30124-94 Весы и весовые дозаторы непрерывного действия. Общие технические требования
Техническая документация HASLER GROUP SAS, Франция
ПравообладательHASLER GROUP SAS, Франция
Адрес: 496, rue Louis Breguet Z.I.de I'Abbaye. 38780 PONT-EVEQUE, Франция
Телефон: +33(0)4.74.16.11.50
Факс: +33(0)4.74.16.11.55
Испытательный центр
Уральский научно-исследовательский институт метрологии - филиал Федерального государственного унитарного предприятия «Всероссийский научно-исследовательский институт метрологии им. Д.И. Менделеева»Адрес: 620075, г. Екатеринбург, ул. Красноармейская, 4
Тел.: (343) 350-26-18, факс: (343) 350-20-39
E-mail: uniim@uniim.ru
Принцип действия весов непрерывного действия конвейерных Hasler (далее - весы) основан на преобразовании деформации упругого элемента весоизмерительных цифровых датчиков, возникающей под действием силы тяжести взвешиваемого груза в электрический сигнал, а также измерения скорости движения ленты с помощью датчика скорости, с последующим его преобразованием в цифровой вид контроллером.
Масса сыпучего материала определяется как интегральное по времени значение произведения его линейной плотности (кг/м) и скорости движения конвейерной ленты (м/с).
Конструктивно весы представляют собой два модуля, соединенных системой обмена данных -взвешивающий модуль и контроллер, предназначенный для выбора режимов работы весов и индикации результатов взвешивания. Взвешивающий модуль состоит из одного грузоприёмного устройства (ГПУ), оснащенного одним или двумя, в зависимости от ширины ленты, встроенными в параллелограмм весоизмерительными датчиками и датчика скорости.
ГПУ оснащаются цифровыми тензометрическим датчиками K-SFT-II-М производства фирмы Coperion K-Tron, Швейцария или аналоговыми датчиками весоизмерительными 300, номер в Федеральном информационном фонде 74776-19, производства фирмы Tecnicas de Electronica y Automatismos, S.A., Испания.
Взвешивающие модули выпускаются в трех модификациях SBS, LBS, SAS, отличающиеся максимальной линейной плотностью взвешиваемого материала, шириной конвейерной ленты, ее скоростью и другими метрологическими и техническими характеристиками. Модификация SBS выпускается в десяти исполнениях SBS 2, 3, 4, 5, 6, 7, TWIN 7, TWIN 8, TWIN 9, TWIN 10.
Весы с взвешивающим модулем модификации SBS и LBS предназначены для работы с резиновыми ленточными конвейерами, весы с взвешивающим модулем модификации SAS встраиваются в шины ковшовых транспортеров. Максимально допустимый угол наклона конвейера 20°, максимально допустимый угол наклона боковых роликоопор 45°.
Весы комплектуются контроллерами BFC, производства «HASLER International S.A.», Франция. Контроллер BFC имеет программное обеспечение и предназначен для сбора информации со всех датчиков, входящих в состав весов, выбора режимов работы и индикации результатов взвешивания, оснащен интерфейсами PROFIBUS и MODBUS.
Дополнительно, в целях предотвращения несанкционированных вмешательств проводится пломбирование контроллера после поверки. Место постановки пломбы на контроллере BFC - левый или правый винт на крышке корпуса. Общий вид и схема пломбировки от несанкционированного доступа представлена на рисунке 1.
Рисунок 1 - Общий вид и схема пломбировки от несанкционированного доступа контроллера BFC
Обозначение модели весов складывается из позиций: Xj, Х2, X3, Х4, X5, где
Xj - модификация весов в зависимости от назначения (SBS, LBS, SAS)
Х2 - модификация в зависимости от применяемой ширины конвейерной ленты (от 1 до 10 по возрастанию ширины ленты конвейера - от 200 до 3000 мм)
Х3 - обозначение, характеризующее количество использованных датчиков: TWIN -использование двух весоизмерительных датчиков, или отсутствует при использовании одного весоизмерительного датчика.
Х4 - цифровое значение, характеризующее метрологические характеристики ГПУ, значение из ряда 60, 120, 300, 500, 1000 для цифровых весоизмерительных датчиков и 50, 100, 200, 300 - для аналоговых весоизмерительных датчиков.
Х5 - обозначение используемого весового датчика:
- А - аналоговый весоизмерительный датчик, или отсутствует при применении цифрового весоизмерительного датчика.
Например, весы SBS 10 TWIN 300A - весы предназначены для работы с резиновыми ленточными конвейерами с шириной ленты до 3000 мм, с ГПУ, оснащенным двумя аналоговыми весоизмерительными датчиками, с метрологическими характеристиками, соответствующими серии 300.
Маркировочная табличка содержит:
-
- наименование и товарный знак предприятия-изготовителя;
-
- обозначение весов;
-
- пределы допускаемой погрешности;
-
- значение наибольшей и наименьшей линейной плотности;
-
- знак утверждения типа средства измерения;
-
- номер весов по системе нумерации предприятия-изготовителя;
-
- год выпуска весов.
Общий вид весов с взвешивающим модулем модификаций SBS и LBS представлен на рисунке
2
а
б
в
а) весы SBS, б) весы LBS, в) весы SAS
Рисунок 2 - Общий вид весов с взвешивающим модулем модификаций SBS, LBS и SAS
Нанесение знака поверки на средство измерений не предусмотрено. Заводские номера, обеспечивающие идентификацию каждого экземпляра весов, наносятся на табличку (шильд) в числовом формате методом наклейки, установленную на боковой поверхности ГПУ весов.
Таблица 4 -
|
Наименование |
Обозначение |
Количество |
|
Весы непрерывного действия конвейерные Hasler Контроллер BFC |
SBS, LBS, SAS * |
1 шт. 1 шт. |
|
Эксплуатационная документация в составе:
|
- |
1 экз. 1 экз. |
|
* модификация и исполнение определяется при заказе заказчиком | ||
Таблица 2 - Метрологические характеристики
|
Наименование характеристики |
Значение для модификаций | |||||||||||
|
SBS |
LBS |
SAS | ||||||||||
|
2 |
3 |
4 |
5 |
6 |
7 |
TWIN 7 |
TWIN 8 |
TWIN 9 |
TWIN 10 | |||
|
Пределы допускаемой относительной погрешности по ГОСТ 30124-94, % от измеряемой массы* |
±0,5; ±1,0; ±1,5; ±2,0 |
±1,0; ±1,5; ±2,0 | ||||||||||
|
Значение наибольшей линейной плотности НЛП, кг/м |
225 |
450 |
1000 |
1250 | ||||||||
|
Наименование характеристики |
Значение для модификаций | |||||||||||
|
SBS |
LBS |
SAS | ||||||||||
|
2 |
3 |
4 |
5 |
6 |
7 |
TWIN 7 |
TWIN 8 |
TWIN 9 |
TWIN 10 | |||
|
Значение наименьшей линейной плотности НмЛП, не более, % от наибольшей линейной плотности |
20 | |||||||||||
|
Непостоянство показаний ненагруженных весов, от пределов допускаемой относительной погрешности, не более |
0,3 | |||||||||||
|
Дискретность отсчетного устройства, кг |
0,1 |
1,0 | ||||||||||
|
Наименьший предел взвешивания, кг от массы материала, взвешиваемого на весах в течение 1 часа при наибольшей линейной плотности |
0,1 | |||||||||||
|
* значения пределов допускаемой относительной погрешности для конкретного образца весов указываются на маркировочной табличке | ||||||||||||
Таблица 3 - Основные технические характеристики
|
Значение для модификаций | |
|
Наименование характеристики |
SBS LBS SAS |
|
Г" 00 Os 2 | |
|
2 3 4 5 6 7 £ £ £ < Н Н Н £ | |
|
Ширина конвейерной ленты, мм |
от 200 до 3000 мм |
|
Скорость конвейерной ленты, м/с |
от 0,1 до 5 от 1 от 0,1 |
|
до 5 до 0,3 | |
|
Габаритные размеры весов, мм, не более: | |
|
- длина |
500 600 800 1000 1300 1600 1600 1900 2200 2500 3000 3000 |
|
-ширина |
335 335 335 335 335 335 335 335 335 335 335 335 |
|
- высота |
290 290 290 290 290 290 350 350 350 350 350 350 |
|
Масса весов, кг, не более |
54 58 62 70 80 90 120 128 145 160 200 200 |
|
Угол наклона конвейерной ленты, не более |
О О (N |
|
Условия эксплуатации: | |
|
- температура окружающего воздуха для ГПУ, оС |
от - 10 до + 40 |
|
- температура окружающего воздуха для контроллера, оС |
от - 10 до + 40 |
|
- относительная влажность воздуха, %, не более |
95 |
|
Параметры электрического питания: | |
|
- напряжение переменного тока, В |
от 187 до 242 |
|
- частота переменного тока, Г ц |
от 49 до 51 |
|
Потребляемая мощность, В^А, не более |
35 |
|
Средний срок службы, лет, не менее |
10 |