
Номер по Госреестру СИ: 47830-11
47830-11 Установки ультразвукового контроля листового проката автоматизированные
(УЛЬТРА-PE75Р.002)
Назначение средства измерений:
Установка ультразвукового контроля листового проката автоматизированная «УЛЬТРА-РЕ75Р.ОО2» предназначена для обнаружения дефектов типа нарушения сплошности с измерением координаты выявленных дефектов поверхности и основного металла листового проката в основной и кромочной зонах с толщиной до 75 мм.


Внешний вид.
Установки ультразвукового контроля листового проката автоматизированные
Рисунок № 1
Общие сведения
Дата публикации - 08.05.2018
Срок свидетельства - 03.10.2016
Номер записи - 136795
ID в реестре СИ - 359195
Тип производства - серийное
Описание типа
Поверка
Интервал между поверками по ОТ - 1 год
Наличие периодической поверки - Да
Модификации СИ
Установка ультразвукового контроля листового прока, УЛЬТРА-PE75Р.002, УЛЬТРА-PE75P.002, .,
Производитель
Изготовитель - ООО "УЛЬТРАКРАФТ"
Страна - РОССИЯ
Населенный пункт - г.Череповец
Уведомление о начале осуществления предпринимательской деятельности - Да
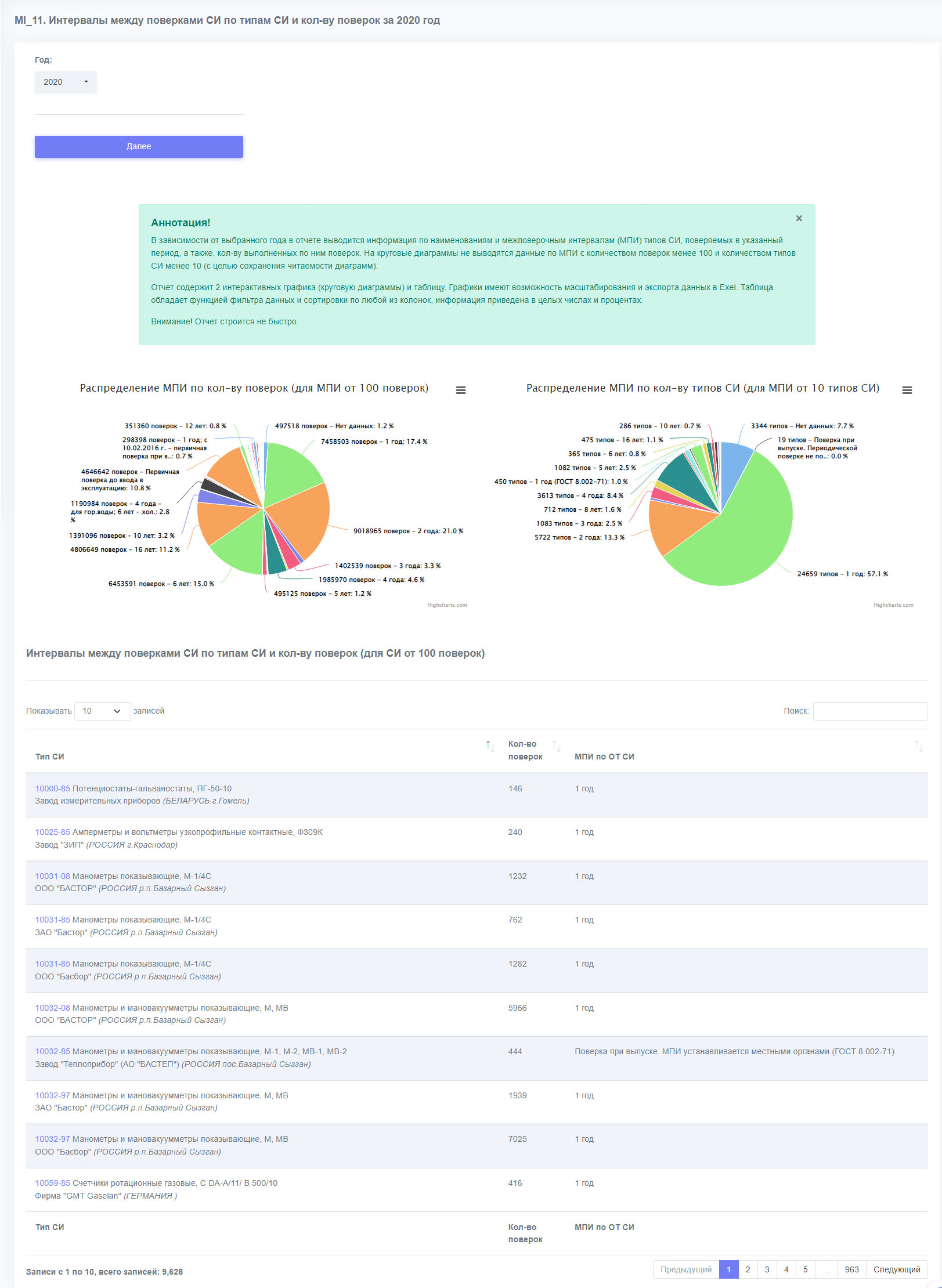
В зависимости от выбранного года в отчете выводится информация по наименованиям и межповерочным интервалам (МПИ) типов СИ, поверяемых в указанный период, а также, кол-ву выполненных по ним поверок. На круговые диаграммы не выводятся данные по МПИ с количеством поверок менее 100 и количеством типов СИ менее 10 (с целью сохранения читаемости диаграмм).
Отчет содержит 2 интерактивных графика (круговую диаграммы) и таблицу. Графики имеют возможность масштабирования и экспорта данных в Exel. Таблица обладает функцией фильтра данных и сортировки по любой из колонок, информация приведена в целых числах и процентах.
Внимание! Отчет строится не быстро.
Статистика
Кол-во поверок - 7
Выдано извещений - 0
Кол-во периодических поверок - 3
Кол-во средств измерений - 2
Кол-во владельцев - 3
Усредненный год выпуска СИ - 2013
МПИ по поверкам - 364 дн.
Приказы РСТ, где упоминается данный тип СИ
№1061 от 2016.07.22 О продлении срока действия свидетельств об утверждении типа средств измерений
№1050 от 2012.11.20 О переоформлении свидетельств об утверждении типа средств измерений (Регистрационный номер в Гос.реестре СИ 50059-12,48834-12,47830-11,49858-12,46731-11,49181-12)
№1029 от 2021.06.16 О продлении срока действия утвержденного типа средств измерений
Наличие аналогов СИ: Установки ультразвукового контроля листового проката автоматизированные (УЛЬТРА-PE75Р.002)
| ИМПОРТНОЕ СИ № в реестре, наименование СИ, обозначение, изголовитель |
ОТЕЧЕСТВЕННЫЙ АНАЛОГ № в реестре, наименование СИ, обозначение, изголовитель |
|---|
Все средства измерений ООО "УЛЬТРАКРАФТ"
|
№ в реестре cрок св-ва |
Наименование СИ, обозначение, изголовитель | ОТ, МП | МПИ |
|---|---|---|---|
|
47830-11 03.10.2016 |
Установки ультразвукового контроля листового проката автоматизированные, УЛЬТРА-PE75Р.002 ООО "УЛЬТРАКРАФТ" (РОССИЯ г.Череповец) |
ОТ |
1 год |
|
48834-12 20.01.2017 |
Установки ультразвукового контроля сортового проката автоматизированные, УЛЬТРА-PEL700B.005 ООО "УЛЬТРАКРАФТ" (РОССИЯ г.Череповец) |
ОТ |
1 год |
|
49858-12 11.05.2017 |
Установки ультразвукового контроля бесшовных труб автоматизированные, УЛЬТРА-PE500N.004 ООО "УЛЬТРАКРАФТ" (РОССИЯ г.Череповец) |
ОТ |
1 год |
Барнаул - административный центр Алтайского края и одноименного городского округа. Население города составляет 630 877 человек. Расположен на юге Западной Сибири при впадении реки Барнаулки в Обь. Возник в 1730-х годах и развивался как поселение при сереброплавильном заводе Акинфия Демидова. В настоящее время это крупный транспортный узел, промышленный, культурный, медицинский и образовательный центр Сибири.
Большинство крупных промышленных предприятий расположены в северной, западной и южной частях города. Основу промышленного комплекса составляют 126 крупных и средних предприятий, на которых работают 22 000 человек.
Индекс промышленного производства в Барнауле составляет 105,5%. Наибольший рост объемов показывают предприятия по производству транспортных средств, оборудования и металлообработки; химической промышленности; обрабатывающей промышленности.
В 2017 году промышленными предприятиями Барнаула отгружено товаров собственного производства, выполнено работ и услуг на сумму 82,6 млрд рублей. Доля Барнаула в общем объеме отгруженной промышленной продукции Алтайского края составляет 23,7%.
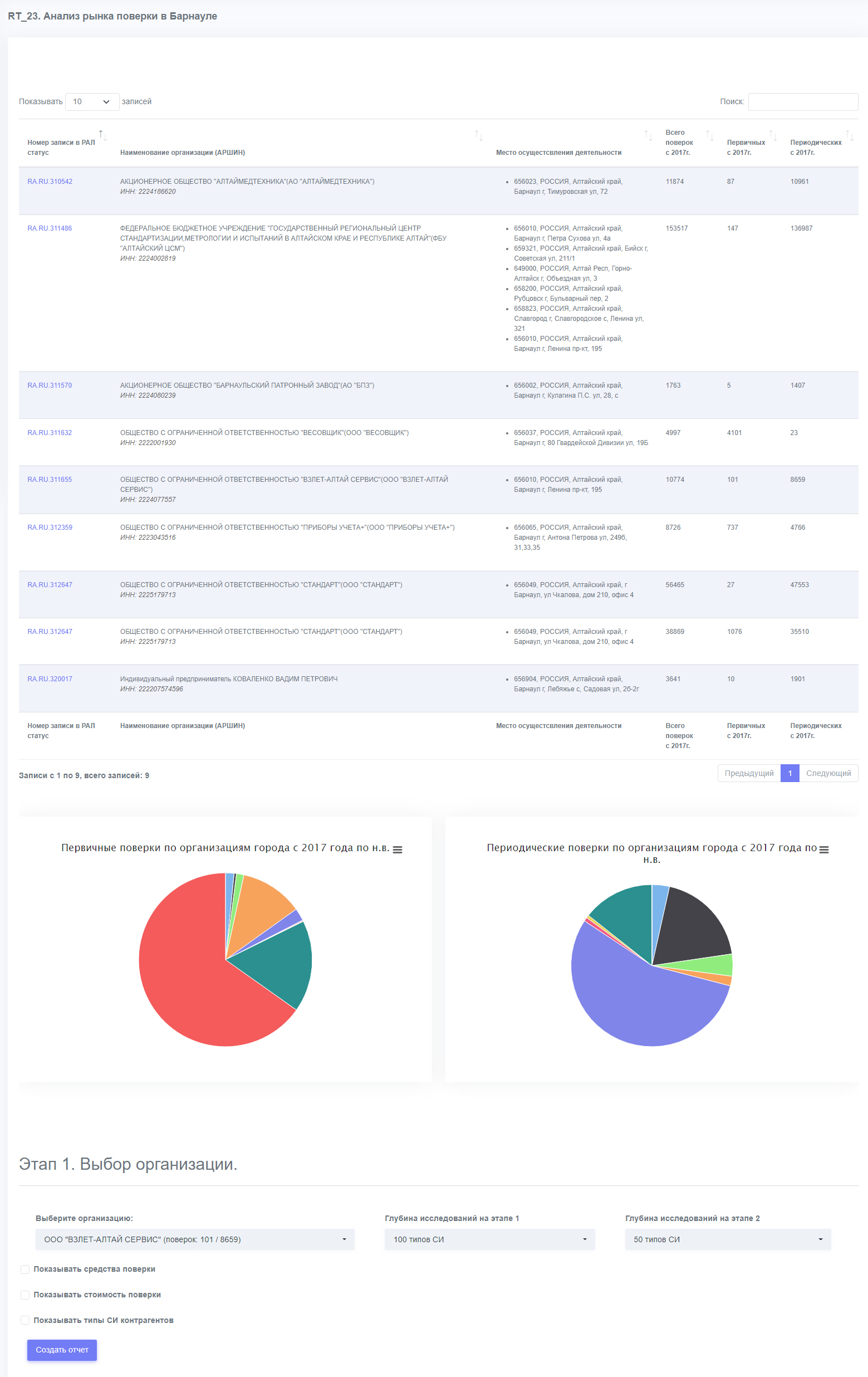
Отчет "Анализ рынка поверки в Барнауле" предоставляет исчерпывающую информацию по деятельности организаций, аккредитованных в Национальной системе аккредитации на право поверки средств измерений в городе Барнаул.
При проведении исследований были введены следующие ограничения:
- в отчете присутствуют организации с первичными или периодическими поверками от 100 шт. с 2017 года и действующими аттестатами аккредитации на текущий год;
- на первом и втором этапах фильтром отсекаются типы СИ с менее чем 10 поверками в год на организацию;
- на первом и втором этапах фильтром отсекаются типы СИ с менее чем 10 поверками в год на организацию;
- место регистрации или осуществления деятельности организаций должно совпадать с выбранным городом;
- топ типов СИ ограничен 500 позициями по каждой организации (сортировка по убыванию количества поверок);
- топ типов СИ ограничен 100 позициями по каждой организации при поиске по видам измерений (сортировка по убыванию количества поверок).
Содержание отчета:
- Список организаций-поверителей, осуществляющих поверку в городе Москва по данным ФСА и ФГИС АРШИН.
- Объемы первичных и периодических поверок за период с 2017г. по н.в.
- Информация о местах осуществления деятельности организаций-поверителей.
- Доля рынка поверок в % среди всех организаций, исследуемого города (предоставление информации в графическом и табличном видах).
- Детальный анализ по каждой из организации, работающей в выбранном городе.
- Анализ деятельности в разрезе первичных, периодических поверок и видов измерений.
- Количество поверок по типам СИ в динамике по годам.
- Индикация импортных аналогов средств поверки (в соответствии с ПЕРЕЧЕНЕМ СИ ОТЕЧЕСТВЕННОГО ПРОИЗВОДСТВА, АНАЛОГИЧНЫХ СРЕДСТВАМ ИЗМЕРЕНИЙ ИМПОРТНОГО ПРОИЗВОДСТВА от 09.2022г)
- Индикация типов СИ по ПП РФ №250 от 20.04.2010 г.
- Быстрый анализ контрагентов организаций-поверителей.
- Анализ цен на поверку СИ по Фед. округу.
Кто поверяет Установки ультразвукового контроля листового проката автоматизированные (УЛЬТРА-PE75Р.002)
| Наименование организации | Cтатус | Поверенные модификации | Кол-во поверок | Поверок в 2024 году | Первичных поверок | Периодических поверок | Извещений | Для юриков | Для юриков первичные | Для юриков периодические |
|---|---|---|---|---|---|---|---|---|---|---|
| ФБУ "ТЕСТ-С.-ПЕТЕРБУРГ" (RA.RU.311483) | РСТ | 1 | 0 | 1 | 0 | 0 | 0 | 0 | ||
| ФБУ "ВОЛОГОДСКИЙ ЦСМ" (RA.RU.311504) | РСТ | 2 | 0 | 2 | 0 | 2 | 0 | 2 | ||
| ФГУП «ВНИИОФИ» (RA.RU.311485) | РСТ | 1 | 0 | 0 | 0 | 0 | 0 | 0 | ||
| ФБУ "ЦСМ в г. Череповце Вологодской области" (RA.RU.311504) | 2 | 0 | 0 | 0 | 0 | 0 | 0 | |||
| ФГУП "ВНИИОФИ" (RA.RU.311485) | РСТ | 1 | 0 | 0 | 0 | 0 | 0 | 0 |
Стоимость поверки Установки ультразвукового контроля листового проката автоматизированные (УЛЬТРА-PE75Р.002)
| Организация, регион | Стоимость, руб | Средняя стоимость |
|---|---|---|
|
ФБУ Кузбасский ЦСМ Кемеровская область |
6733 | 7072 |
|
ФБУ Красноярский ЦСМ Красноярский край |
7416 | 7072 |
|
ФБУ Омский ЦСМ Омская область |
6733 | 7072 |
|
ФБУ Томский ЦСМ Томская область |
7407 | 7072 |
Программное обеспечение
Программное обеспечение (ПО) состоит из программы компьютера УЗК и программы процессора блока АЦИ и файла конфигурации ПЛИС блока аналого-цифрового преобразователя (АЦП). Данное ПО производит управление установкой, сбор и обработку измеренных данных.
Конфигурационный файл ПЛИС формирует аппаратную часть блока АЦП, программа процессора блока АЦП управляет работой ПЛИС, получает из ПЛИС и обрабатывает измеренные параметры - амплитуду и положение импульсов в сигнале от ультразвукового преобразователя. Программа компьютера УЗК считывает обработанные параметры из платы АЦП и отображает их на экране монитора.
Метрологически значимая часть программного обеспечения содержится в файлах программы процессора АЦП и конфигурации ПЛИС АЦП. Эти файлы размещены в постоянном запоминающем устройстве (ПЗУ) блока АЦП.
Таблица 1
|
Наименование программного обеспечения |
Идентификационное наименование программного обеспечения |
Номер версии программного обеспечения |
Цифровой идентификатор программного обеспечения |
Алгоритм вычисления цифрового идентификатора |
|
Файл конфигурации ПЛИС блока АЦП |
adc.uk.1210.00.pld.r bf |
1.00.00 |
ad4a52c7bf9385b5497bf 221263015a9 |
MD5 |
|
Файл программы процессора блока АЦП |
adc.uk.1210.00.arm. hex |
1.00.00 |
8bc99327a2d57e6faf9be c91d2ab6822 |
MD5 |
Проверка цифрового идентификатора производится программой УЗК путём считывания файлов из ПЗУ платы АЦП, считывания номера версии и вычисления цифрового идентификатора. При несовпадении номера версии или цифрового идентификатора работа блока АЦП блокируется.
Идентификация ПО осуществляется в процессе штатного функционирования.
Защита метрологически значимой части ПО от случайных или преднамеренных изменений обеспечивается путём блокирования работы блока АЦП при несовпадении номера версии или цифрового идентификатора и соответствует уровню «А» согласно МИ 3286-2010.
Знак утверждения типа
Знак утверждения типаЗнак утверждения типа наносится на шкаф автоматики, расположенный на измерительном модуле установки и на титульном листе паспорта методом печати.
Сведения о методиках измерений
Сведения о методиках (методах) измеренийСведения о методах измерений приведены в Руководстве по эксплуатации 4276-52-66744541-11 РЭ, раздел 1.2.
Нормативные и технические документы
Нормативные и технические документы, устанавливающие требования к установкам ультразвукового контроля листового проката автоматизированным
Технические условия «Установка ультразвукового контроля листового проката автоматизированная «УЛЬТРА-РЕ75Р.ОО2» ТУ 4276-52-66744541- 11.
Поверка
Поверка осуществляется по документу «Установка ультразвукового контроля листового проката автоматизированная «УЛЬТРА-РЕ75Р.О01. Методика поверки» МП 4276-52-66744541-11 утвержденной ГЦИ СИ ФГУП «ВНИИОФИ» в мае 2011 г.Основные средства поверки: Контрольный образец № 2 из комплекта КОУ- 2, толщина контрольного образца 58,90 мм, погрешность измерения толщины образца ± 0,01.
Изготовитель
Общество с ограниченной ответственностью «УЛЬТРАКРАФТ» (ООО «УЛЬТРАКРАФТ»), г. Череповец, Вологодская обл., Адрес: 16261О, г. Череповец, ул. 5О-летия Октября д 1/33 Тел: (82О2) 53-93-23, Факс: (82О2) 53-93-23
E-mail: tech@ultrakraft.ru, www.ultrakraft.ru
Испытательный центр
Г осударственный центр испытаний средств измерений ФГУП «ВНИИОФИ», аттестат аккредитации № 30003-08.Адрес: 119361 г. Москва, ул. Озерная, 46 Тел. 4 37-33-56; факс 437-31-47 E-mail: vniiofi@vniiofi.ru
Принцип действия установки основан на использовании методов ультразвуковой дефектоскопии, основанных на прохождении, отражении и трансформации ультразвуковых колебаний в металлах.
Установка «УЛЬТРА-РЕ75Р.ОО2» представляет собой устройство, осуществляющее ультразвуковую дефектоскопию поверхности, основного металла и кромочной зоны, в технологическом режиме листопрокатных станов в соответствии с заданными стандартами и нормами качества.
Установка включает в себя три условно - независимые измерительные системы ультразвукового контроля:
-
- систему контроля основного металла (СКОМ);
-
- систему контроля прикромочной зоны (СКПЗ);
-
- систему контроля поверхностных дефектов (СКПД);
Рисунок 1 - измерительный модуль установки ультразвукового контроля листового проката автоматизированной «УЛЬТРА-РЕ75Р.ОО2»
СКОМ содержит до 26О независимых каналов ультразвуковых пьезоэлектрических или электромагнитно - акустических преобразователей прозвучивания и реализует (одновременно или в сочетаниях по выбору оператора) следующие методы контроля:
-
- эхо метод (Э);
-
- зеркально-теневой метод (ЗТ)
-
- многократный зеркально-теневой метод (МЗТ).
Измерительный модуль установки показан на рисунке 1.
Чувствительность по эхо - методу может задаваться в пределах от 1 до 26 дБ, по отношению к донному (прошедшему) сигналу с шагом в 1 дБ, что обеспечивает обнаружение дефектов на акустической оси электромагнито - акустических преобразователей (ЭМАП) с эк-
Лист № 2 всего листов 4 вивалентным диаметром 3 мм и более и эквивалентным по отражающей способности фрезерованной проточке глубиной 0,2 мм и длиной 50 мм. Чувствительность по ЗТ, МЗТ, методам может быть задана в пределах от 6(4) до 20(16) дБ по отношению к сигналу (разности сигналов) на бездефектном металле.
На каждый дефектный лист проката распечатывается протокол контроля со схемой расположения дефектов (дефектограммой). Дефектные участки листа отмечаются краской.
Все системы связаны с единым управляющим вычислительным комплексом (УВК), который координирует их работу, осуществляет управление информационными потоками, организует процесс контроля, сбор, обработку, представление и хранение его результатов.
Установка используется для автоматизированного ультразвукового контроля сплошности металла со скоростью сканирования до 2 м/с.
В комплект поставки установки ультразвукового контроля листового проката автоматизированной «УЛЬТРА-РЕ75Р.001» входят:
-
• Электромагнитно - акустическое оборудование:
o Блок ЭМАП системы контроля основного металла 42 шт.
o Блок ЭМАП системы контроля прикромочной зоны 2 шт.
o Блок ЭМАП системы контроля поверхностных дефектов 42 шт.
-
• Комплект запасных частей 1 комплект.
-
• Измерительные ролики (Энкодер E6C2-CWZ5B Omron) 2 шт.
-
• Компьютер УЗК 1 шт.
-
• Руководство по эксплуатации установки ультразвукового контроля листового проката
автоматизированной «УЛЬТРА-РЕ75Р.001» 4276-52-66744541РЭ 1 экз.
-
• - методика поверки установки ультразвукового контроля листового проката автоматизированной «УЛЬТРА-РЕ75Р.001», 4276-52-66744541МП 1 экз.
-
• - паспорт установки ультразвукового контроля листового проката автоматизированной
«УЛЬТРА-РЕ75Р.ОО1» 4276-52-66744541П 1 экз.
Лист № 4 всего листов 4
Таблица 2
|
Наименование характеристик |
Значение характеристик |
|
Диапазон частоты заполнения зондирующих импульсов для системы контроля внутренних дефектов (СКВД), МГц: |
от 2 до 10 |
|
Предельное отклонение от номинального значения частоты заполнения зондирующих импульсов, % |
± 10 |
Лист № 3 всего листов 4
|
Диапазон частоты заполнения зондирующих импульсов для системы контроля поверхностных дефектов (СКПД), МГц: |
от 0,1 до 1,5 |
|
Предельное отклонение от номинального значения частоты заполнения зондирующих импульсов, % |
± 10 |
|
Диапазон частоты следования зондирующих импульсов, Гц |
от 50 до 2000 |
|
Диапазон измерения координаты дефекта, мм |
от 2 до 75 |
|
Пределы допускаемой абсолютной погрешности измерения координаты дефекта, мм |
± 0,1 |
|
Ширина активной зоны ЭМАП по уровню 6 дБ, мм |
от 10 до 140 |
|
Эквивалентная чувствительность СКВД, мм |
3 |
|
Предельное отклонение от номинального значений эквивалентной чувствительности, мм |
± 0,1 |
|
Эквивалентная чувствительность СКПД, мм |
0,2 х 50 |
|
Предельное отклонение от номинального значений эквивалентной чувствительности, мм |
± 0,1 |
|
Масса: общая масса электронного оборудования, не более, кг |
2000 |
|
общая масса оборудования автоматики, не более, кг |
2000 |
|
Габаритные размеры механической части установки: - длина, не более, мм |
15000 |
|
- ширина, не более, мм |
15000 |
|
- высота, не более, мм |
5000 |
|
Электропитание: - сеть 3 ф. |
~380 В - 30 кВт |
|
- сеть 1 ф. |
~220 В - 6 кВт. |
|
Условия эксплуатации установки: - температура в зоне контроля (температура листа), °С |
-20 + + 650 |
|
- температура в зоне вторичной аппаратуры, °С |
+5 + + 30 |
|
- относительная влажность, при +30 °С, % |
75 |