
Номер по Госреестру СИ: 50317-12
50317-12 Системы контроля геометрических параметров труб автоматизированные
(МРТ-1420 (MRT-1420))
Назначение средства измерений:
Системы контроля геометрических параметров труб автоматизированные «МРТ-1420» («MRT-1420») (далее по тексту - системы) предназначены для измерения геометрических параметров бесшовных, прямошовных и спиралешовных труб диаметром от 10 мм до 1500 мм, с толщиной стенки от 1 мм до 60 мм.


Внешний вид.
Системы контроля геометрических параметров труб автоматизированные
Рисунок № 1
Общие сведения
Дата публикации - 08.05.2018
Срок свидетельства - 29.06.2017
Номер записи - 139742
ID в реестре СИ - 362142
Тип производства - серийное
Описание типа
Поверка
Интервал между поверками по ОТ - 1 год
Наличие периодической поверки - Да
Модификации СИ
Системы контроля геометрических параметров труб ав, Система контроля геометрических параметров труб ав, МРТ-1420 (MRT-1420), МРТ-1420,
Производитель
Изготовитель - ООО "Марви"
Страна - РОССИЯ
Населенный пункт - г.Самара
Уведомление о начале осуществления предпринимательской деятельности - Да
Город Омск был основан в 1716 году. Официально получил статус города в 1782 году. С 1934 года - административный центр Омской области. Площадь Омска составляет 566,9 кв. км. Территория города разделена на пять административных округов: Центральный, Советский, Кировский, Ленинский, Октябрьский. Протяженность города Омска вдоль реки Иртыш составляет около 40 км.
Расстояние от Омска до Москвы составляет 2 555 км. Климат Омска резко континентальный. Зима суровая, продолжительная, с устойчивым снежным покровом. Лето теплое, часто жаркое. Весна и осень характеризуются резкими колебаниями температуры. Средняя температура самого теплого месяца (июля): +18˚С. Средняя температура самого холодного месяца (январь): -19˚С.
Численность населения на 1 января 2022 года составляет 1 126 193 человека. Плотность населения составляет 1 949 человек на 1 кв. км. Омск - один из крупнейших городов Западно-Сибирского региона России. Омская область соседствует с Тюменской областью на западе и севере, с Томской и Новосибирской областями на востоке и с Республикой Казахстан на юге и юго-западе.
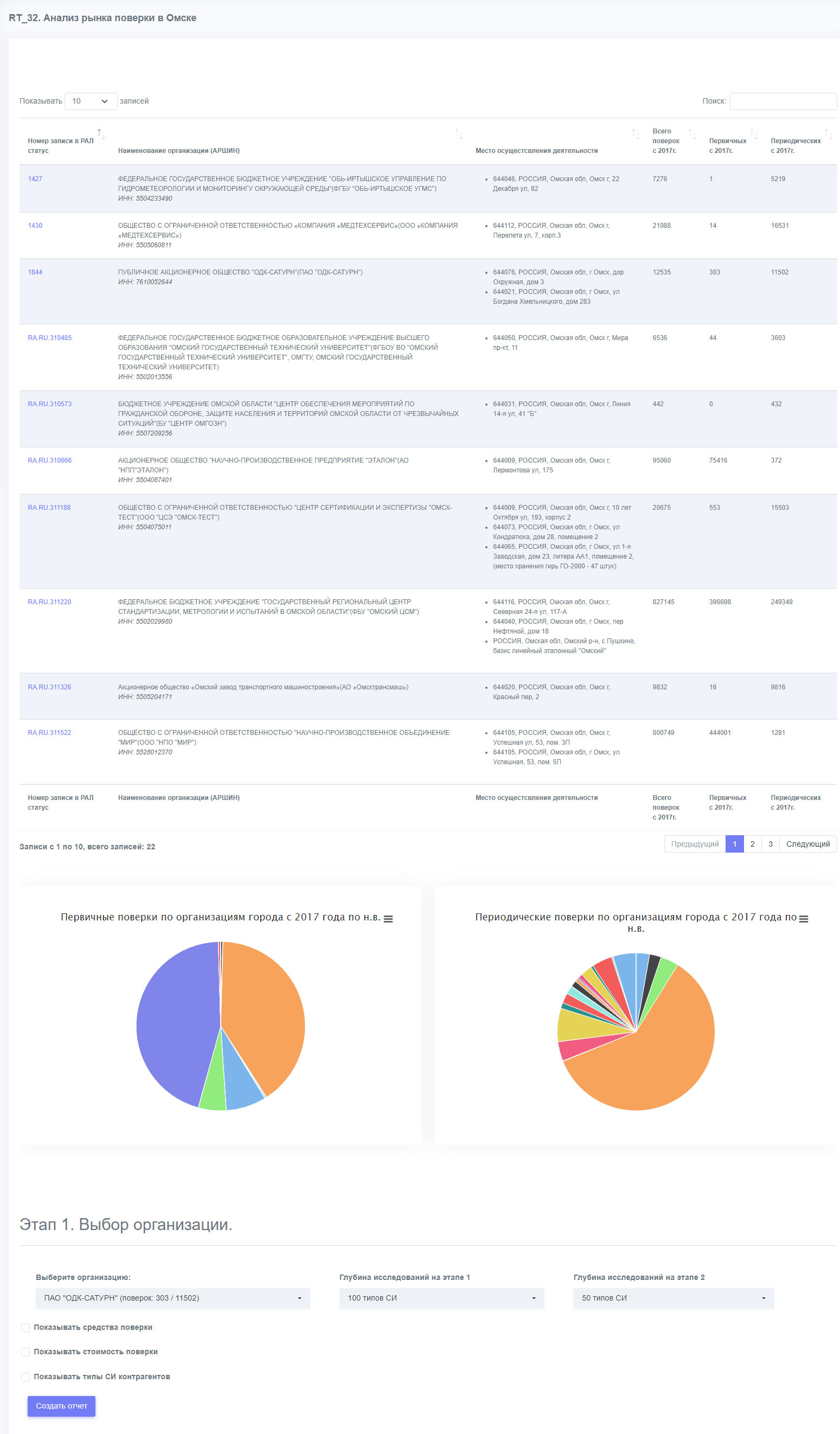
Отчет "Анализ рынка поверки в Омске" предоставляет исчерпывающую информацию по деятельности организаций, аккредитованных в Национальной системе аккредитации на право поверки средств измерений в городе Омск.
При проведении исследований были введены следующие ограничения:
- в отчете присутствуют организации с первичными или периодическими поверками от 100 шт. с 2017 года и действующими аттестатами аккредитации на текущий год;
- на первом и втором этапах фильтром отсекаются типы СИ с менее чем 10 поверками в год на организацию;
- на первом и втором этапах фильтром отсекаются типы СИ с менее чем 10 поверками в год на организацию;
- место регистрации или осуществления деятельности организаций должно совпадать с выбранным городом;
- топ типов СИ ограничен 500 позициями по каждой организации (сортировка по убыванию количества поверок);
- топ типов СИ ограничен 100 позициями по каждой организации при поиске по видам измерений (сортировка по убыванию количества поверок).
Содержание отчета:
- Список организаций-поверителей, осуществляющих поверку в городе Москва по данным ФСА и ФГИС АРШИН.
- Объемы первичных и периодических поверок за период с 2017г. по н.в.
- Информация о местах осуществления деятельности организаций-поверителей.
- Доля рынка поверок в % среди всех организаций, исследуемого города (предоставление информации в графическом и табличном видах).
- Детальный анализ по каждой из организации, работающей в выбранном городе.
- Анализ деятельности в разрезе первичных, периодических поверок и видов измерений.
- Количество поверок по типам СИ в динамике по годам.
- Индикация импортных аналогов средств поверки (в соответствии с ПЕРЕЧЕНЕМ СИ ОТЕЧЕСТВЕННОГО ПРОИЗВОДСТВА, АНАЛОГИЧНЫХ СРЕДСТВАМ ИЗМЕРЕНИЙ ИМПОРТНОГО ПРОИЗВОДСТВА от 09.2022г)
- Индикация типов СИ по ПП РФ №250 от 20.04.2010 г.
- Быстрый анализ контрагентов организаций-поверителей.
- Анализ цен на поверку СИ по Фед. округу.
Статистика
Кол-во поверок - 12
Выдано извещений - 0
Кол-во периодических поверок - 0
Кол-во средств измерений - 0
Кол-во владельцев - 1
Усредненный год выпуска СИ - 0
МПИ по поверкам - 364 дн.
Приказы РСТ, где упоминается данный тип СИ
Наличие аналогов СИ: Системы контроля геометрических параметров труб автоматизированные (МРТ-1420 (MRT-1420))
| ИМПОРТНОЕ СИ № в реестре, наименование СИ, обозначение, изголовитель |
ОТЕЧЕСТВЕННЫЙ АНАЛОГ № в реестре, наименование СИ, обозначение, изголовитель |
|---|
Все средства измерений ООО "Марви"
|
№ в реестре cрок св-ва |
Наименование СИ, обозначение, изголовитель | ОТ, МП | МПИ |
|---|---|---|---|
|
50317-12 29.06.2017 |
Системы контроля геометрических параметров труб автоматизированные, МРТ-1420 (MRT-1420) ООО "Марви" (РОССИЯ г.Самара) |
ОТ |
1 год |
|
76268-19 27.09.2024 |
Установки контроля геометрических параметров, МРК ООО "Марви" (РОССИЯ г.Самара) |
ОТ МП |
1 год |
Кто поверяет Системы контроля геометрических параметров труб автоматизированные (МРТ-1420 (MRT-1420))
| Наименование организации | Cтатус | Поверенные модификации | Кол-во поверок | Поверок в 2024 году | Первичных поверок | Периодических поверок | Извещений | Для юриков | Для юриков первичные | Для юриков периодические |
|---|---|---|---|---|---|---|---|---|---|---|
| ФГУП «ВНИИОФИ» (RA.RU.311485) | РСТ | 3 | 0 | 0 | 0 | 0 | 0 | 0 | ||
| ФГУП "ВНИИОФИ" (RA.RU.311485) | РСТ | 9 | 0 | 0 | 0 | 0 | 0 | 0 |
Стоимость поверки Системы контроля геометрических параметров труб автоматизированные (МРТ-1420 (MRT-1420))
| Организация, регион | Стоимость, руб | Средняя стоимость |
|---|
Программное обеспечение
Программное обеспечение состоит из программы ультразвуковых колебаний (УЗК) и программы процессора блока аналого-цифрового преобразователя (АЦП) и файла конфигурации программно логического интегрирования системы (ПЛИС) блока аналогоцифрового преобразователя (АЦП).
Конфигурационный файл ПЛИС формирует аппаратную часть блока АЦП, программа процессора блока АЦП управляет работой ПЛИС, получает из ПЛИС и обрабатывает измеренные параметры - амплитуду и положение импульсов в сигнале от ультразвукового преобразователя. Программа УЗК считывает обработанные параметры из платы АЦП и отображает их на экране монитора.
Метрологически значимая часть программного обеспечения содержится в файлах программы процессора АЦП и конфигурации ПЛИС АЦП. Эти файлы размещены в постоянном запоминающем устройстве (ПЗУ) блока АЦП. Идентификационные данные программного обеспечения приведены в таблице 1.
Таблица 1
|
Наименование программного обеспечения |
Идентификационное наименование программного обеспечения |
Номер версии программного обеспечения |
Цифровой идентификатор программного обеспечения |
Алгоритм вычисления цифрового идентификатора |
|
Файл конфигурации ПЛИС блока АЦП |
adc.uk.1210.00.pld.rbf |
1.00.00 |
ad4a52c7bf938 5b5497bf22126 3015a9 |
MD5 |
|
Файл программы процессора блока АЦП |
adc.uk.1210.00.arm.h ex |
1.00.00 |
8bc99327a2d57 e6faf9bec91d2a b6822 |
MD5 |
Проверка цифрового идентификатора производится программой УЗК путём считывания файлов из ПЗУ платы АЦП, считывания номера версии и вычисления цифрового идентификатора. При несовпадении номера версии или цифрового идентификатора работа блока АЦП блокируется.
Идентификация ПО осуществляется в процессе штатного функционирования.
Уровень защиты «А» от непреднамеренных и преднамеренных изменений в соответствии с МИ 3286-2010.
Знак утверждения типа
Знак утверждения типананосится на шкаф автоматики, расположенный на измерительном модуле установки и на титульном листе паспорта методом печати.
Сведения о методиках измерений
Сведения о методиках (методах) измеренийСведения о методах измерений приведены в Руководстве по эксплуатации 4258-0707450181-10 РЭ, раздел 1.2.
Нормативные и технические документы
Нормативные и технические документы, устанавливающие требования к системам контроля геометрических параметров труб автоматизированным «МРТ-1420» («MRТ-1420»).Технические условия «Система контроля геометрических параметров труб автоматизированная «МРТ-1420» («MR1-1420») ТУ 4258-070-7450181-10.
Поверка
Поверкаосуществляется по документу «Система контроля геометрических параметров труб автоматизированная «МРТ-1420» («MRT-1420») Методика поверки» 4258-070-7450181-10 МП, утвержденной ГЦИ СИ ФГУП «ВНИИОФИ» в апреле 2012 г.
Основные средства поверки:
Мера «СО11-UK-9» из комплекта мер моделей дефектов «УКМ-Ультра» (госреестр № 49181-12).
Изготовитель
Общество с ограниченной ответственностью «Марви» (ООО «Марви»)Адрес: 443016, г. Самара, ул. Ново-Вокзальная, 155-67.
Тел: (846) 994-58-58, 275-14-76.
E-mail: sales@marvie.ru, www.marvie.ru
Испытательный центр
Г осударственный центр испытаний средств измерений ФГУП «ВНИИОФИ», аттестат аккредитации № 30003-08.Адрес: 119361 г. Москва, ул. Озерная, 46
Тел. 437-33-56; факс 437-31-47
E-mail: vniiofi@vniiofi.ru,
Принцип действия систем основан на методах:
-
- оптической триангуляции (метод основан на изменении положения отраженного луча лазера в пространстве при перемещении отражающей поверхности),
-
- оптической тени (метод основан на уменьшении яркости изображения и проявлении дефекта в виде пятна, половина которого темная, а половина светлая),
-
- измерения расстояния по времени полета луча (короткие световые импульсы испускаются лазерным диодом, объект отражает эти световые импульсы обратно в приемник, где они обрабатываются для определения расстояния до объекта).
Системы представляют собой устройство, осуществляющее измерение кривизны, овальности, параметров фаски, длины, диаметра, толщины стенок, высоты усиления наружного шва прямошовных, спиралешовных и бесшовных труб в технологическом режиме трубопрокатных станов в соответствии с заданными стандартами и нормами качества.
Системы включают в себя шесть условно - независимых подсистем контроля геометрических параметров:
-
- подсистему измерения диаметра и овальности позиция 9 рисунок 1;
-
- подсистему измерения длины трубы позиция 4,6 рисунок 1;
-
- подсистему контроля геометрических параметров шва и околошовной зоны дополнительный модуль позиция 6;
-
- подсистему контроля толщины стенок труб, дополнительный модуль с электромагнитным (ЭМА) толщиномером располагающийся в непосредственной близости от поверхности трубы при ее проходе или вращении в зависимости от требований заказчика, например на ППР позиция 8 рисунок 1;
-
- подсистему контроля параметров фаски измерительные модули 4,6 рисунок 1;
-
- подсистему контроля кривизны оси трубы (ферменная конструкция позиция 9 рисунок 1).
- система контроля геометрических параметров труб «МРТ-1420» («МКТ-1420»)
Рисунок
Системы имеют от одного до шести измерительных модулей, состоящих из 1 - 40 лазерных триангуляционных сканеров, лазерных микрометров, лазерных триангуляционных измерителей расстояния, ЭМА толщиномеров, линейных энкодеров. Контроль геометрических параметров осуществляется по всей длине трубы и сварного соединения.
На каждую дефектную трубу распечатывается протокол контроля со схемой расположения дефектов (дефектограммой). Дефектные сечения трубы отмечаются краской.
Все подсистемы связаны с единым управляющим вычислительным комплексом (УВК), который координирует их работу, осуществляет управление информационными потоками, организует процесс контроля, сбор, обработку, представление и хранение его результатов.
Системы используются для автоматизированного контроля со скоростью сканирования до 10 м/с.
В комплект поставки входит следующее оборудование, приведенное в таблице 3:
Таблица 3
|
Наименование |
Количество |
|
Система контроля геометрических параметров труб автоматизированная «МРТ-1420» («MRТ-1420») |
1 шт. |
|
Комплект запасных частей |
1 комплект. |
|
Измерительные ролики |
2 шт. |
|
Компьютер УВК (управляющий вычислительный комплекс) |
1 шт. |
|
Руководство по эксплуатации системы контроля геометрических параметров труб «МРТ-1420» («MRТ-1420») 4258-070-7450181-10 РЭ |
1 экз. |
|
Методика поверки системы контроля геометрических параметров труб «МРТ-1420» («MRI-1420»), 4258-070-7450181-10 МП |
1 экз. |
|
Паспорт системы контроля геометрических параметров труб «МРТ-1420» («MRТ-1420») 4258-070-7450181-10 П |
1 экз. |
системы приведены в таблице 2 Таблица 2
|
Характеристики системы контроля |
Значение параметра |
|
Подсистема измерения диаметра и овальности трубы | |
|
Диапазон измерения диаметра трубы, мм: |
от 10 до 1500 |
|
Пределы допускаемой абсолютной погрешности измерения диаметра, мм: |
± 0,1 |
|
Диапазон измерения овальности, мм: |
от 0 до 100 |
|
Пределы допускаемой абсолютной погрешности измерения овальности, мм: |
± 0,1 |
|
Подсистема измерения длины трубы | |
|
Длина трубы, мм: |
от 3500 |
|
Пределы допускаемой абсолютной погрешности измерения длины, мм: |
± 1,0 |
|
Подсистемы измерения геометрии сварного шва и околошовной зоны | |
|
Диапазон измерения смещения свариваемых кромок относительно друг друга, мм: |
от 0 до 10 |
|
Пределы допускаемой абсолютной погрешности измерения, мм: |
± 0,05 |
|
Диапазон измерения высоты усиления наружного шва: |
от 0,5 до 10 |
|
Пределы допускаемой абсолютной погрешности измерения высоты, мм: |
± 0,1 |
|
Диапазон измерения ширины усиления наружного шва: |
от 1,0 до 50 |
|
Пределы допускаемой абсолютной погрешности измерения ширины, мм: |
± 0,1 |
|
Диапазон измерения величины подрезов, мм: |
от 0,1 до 5 |
|
Пределы допускаемой абсолютной погрешности измерения величины подрезов, мм: |
± 0,05 |
|
Подсистема контроля толщины стенок труб | |
|
Диапазон измерения толщины стенки: |
от 1,0 до 60 |
|
Пределы допускаемой абсолютной погрешности измерения толщины, мм: |
± 0,05 |
|
Подсистема контроля параметров фаски | |
|
Диапазон измерения угловых размеров, ... |
от 0 до 90 |
|
Пределы допускаемой абсолютной погрешности измерения, ... °: |
± 0,15 |
|
Косина реза, мм: |
от 1 до 50 |
|
Пределы допускаемой абсолютной погрешности измерения, мм: |
± 0,1 |
|
Подсистема контроля кривизны оси трубы | |
|
Диапазон измерения кривизны оси, мм: |
от 0 до 100 |
|
Пределы допускаемой абсолютной погрешности измерения кривизны, мм: |
± 0,1 |
|
Масса, кг, не более: - механического оборудования; |
3100 |
|
- электронного оборудования; |
100 |
|
- оборудования автоматики: |
300 |
|
Габаритные размеры механической части системы, мм, не более: | |
|
- длина; |
14000 |
|
- ширина; |
2500 |
|
- высота: |
2500 |
|
Мощность, потребляемая от сети, кВт: - 3 ф. (~380 В); |
30 |
|
- 1 ф. (~220 В); |
6 |
|
Условия эксплуатации системы: температура в зоне контроля, °С; |
от минус 10 до 50; |
|
температура в зоне вторичной аппаратуры, °С; |
от минус 5 до 30; |
|
относительная влажность, при 30°С, %; вибрация в зоне контроля, мм; вибрация в зоне вторичной аппаратуры, мм: |
75 ± 15; 2; 0,2 |
|
Полный установленный срок службы, лет. |
10 |