
Номер по Госреестру СИ: 26217-12
26217-12 Установки ультразвукового контроля сварного шва и концов труб автоматизированные
(ВОЛГА-16-002)
Назначение средства измерений:
Установки ультразвукового контроля сварного шва и концов труб автоматизированные «ВОЛГА-16-002» (далее по тексту - установки) предназначены для измерения координат и определения характеристик дефектов сварного шва и основного металла, околошовной зоны и концов электросварных прямошовных и спиральношовных труб диаметром от 50 до 1420 мм, с толщиной стенки от 1 до 50 мм. Установка используется для автоматизированного ультразвукового контроля сплошности металла со скоростью сканирования до 2 м/с.


Внешний вид.
Установки ультразвукового контроля сварного шва и концов труб автоматизированные
Рисунок № 1

Внешний вид.
Установки ультразвукового контроля сварного шва и концов труб автоматизированные
Рисунок № 2

Внешний вид.
Установки ультразвукового контроля сварного шва и концов труб автоматизированные
Рисунок № 3
Общие сведения
Дата публикации - 08.05.2018
Срок свидетельства - 30.10.2027
Номер записи - 109830
ID в реестре СИ - 332230
Тип производства - серийное
Описание типа
Поверка
Интервал между поверками по ОТ - 1 год
Наличие периодической поверки - Да
Методика поверки
Модификации СИ
«ВОЛГА-16-002»,
Производитель
Изготовитель - ООО "Компания "Нординкрафт"
Страна - РОССИЯ
Населенный пункт - Вологодская обл., г. Череповец
Уведомление о начале осуществления предпринимательской деятельности - Да
Статистика
Кол-во поверок - 2
Выдано извещений - 0
Кол-во периодических поверок - 2
Кол-во средств измерений -
Кол-во владельцев -
Усредненный год выпуска СИ -
МПИ по поверкам - дн.
Приказы РСТ, где упоминается данный тип СИ
№506 от 2004.12.21 О предоставлении лицензии на осуществление деятельности по изготовлению и ремонту средств измерений ООО"Компания"Нординкрафт"
№2283 от 2017.10.30 О продлении срока действия свидетельств об утверждении типа средств измерений
№2282 от 2022.09.14 ПРИКАЗ_О внесении изменений в сведения об утвержденных типах средств измерений в части продления срока действия СИ (17)
Наличие аналогов СИ: Установки ультразвукового контроля сварного шва и концов труб автоматизированные (ВОЛГА-16-002)
| ИМПОРТНОЕ СИ № в реестре, наименование СИ, обозначение, изголовитель |
ОТЕЧЕСТВЕННЫЙ АНАЛОГ № в реестре, наименование СИ, обозначение, изголовитель |
|---|
Все средства измерений ООО "Компания "Нординкрафт"
|
№ в реестре cрок св-ва |
Наименование СИ, обозначение, изголовитель | ОТ, МП | МПИ |
|---|---|---|---|
|
19739-00 01.07.2005 |
Преобразователи электромагнитно-акустические, П411, П413, П421, П423 серии "Север" ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
2 года | |
|
19739-05 01.04.2015 |
Преобразователи электромагнитно-акустические, П411, П413, П421, П423 серии Север ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
ОТ |
2 года |
|
20569-00 01.12.2005 |
Установки ультразвукового контроля сортового проката автоматизированные, Волна-6 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
2 года | |
|
20569-06 01.04.2011 |
Установки ультразвукового контроля сортового проката автоматизированные, Волна-6 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
2 года | |
|
23513-02 01.10.2007 |
Установки ультразвукового контроля сплошности и толщинометрии бесшовных труб автоматизированные, МАЯК-8 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
1 год | |
|
23513-04 01.08.2009 |
Установки ультразвукового контроля сплошности и толщинометрии бесшовных труб автоматизированные, МАЯК-8 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
1 год | |
|
23513-08 01.04.2013 |
Установки ультразвукового контроля сплошности и толщинометрии бесшовных труб автоматизированные, МАЯК-8 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
ОТ |
1 год |
|
23714-02 01.11.2007 |
Установки ультразвукового контроля сплошности и толщинометрии бесшовных труб автоматизированные, ВОЛНА-8 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
1 год | |
|
23714-07 01.05.2012 |
Установки ультразвукового контроля сплошности и толщинометрии бесшовных труб автоматизированные, ВОЛНА-8 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
1 год | |
|
24252-03 01.02.2008 |
Установки ультразвукового контроля сплошности листового проката автоматизированные, Север-6-08 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
1 год | |
|
24252-07 01.08.2012 |
Установки ультразвукового контроля сплошности листового проката автоматизированные, Север-6-08 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
1 год | |
|
24252-14 08.02.2024 |
Установки ультразвукового контроля сплошности листового проката автоматизированные, Север-6-08 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
ОТ |
1 год |
|
24474-03 01.04.2008 |
Установки ультразвукового контроля сплошности листового проката автоматизированные, СЕВЕР 10-5000 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
1 год | |
|
24474-07 01.08.2012 |
Установки ультразвукового контроля сплошности листового проката автоматизированные, СЕВЕР-10-5000 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
1 год | |
|
24689-03 01.05.2008 |
Комплекты мер, КСО-1Г ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
2 года | |
|
24689-07 01.07.2012 |
Комплекты мер, КСО-1Г ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
2 года | |
|
24873-03 01.06.2008 |
Дефектоскопы электромагнитные, ИГЛА-7 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
1 год | |
|
24873-07 01.07.2012 |
Дефектоскопы ультразвуковые, ИГЛА-7 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
1 год | |
|
24933-03 01.06.2008 |
Установки ультразвукового контроля электросварных труб автоматизированные, МАЯК-7-02 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
1 год | |
|
24933-07 01.11.2012 |
Установки ультразвукового контроля электросварных труб автоматизированные, МАЯК-7-02 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
1 год | |
|
25108-03 01.04.2013 |
Установки ультразвукового контроля сплошности листового проката автоматизированные, СЕВЕР-10-3000 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
ОТ |
1 год |
|
25917-03 01.12.2008 |
Преобразователи пьезоэлектрические ультразвуковые, П111, П112, П121, П211, П221 серии "Север" ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
1 год | |
|
25917-06 01.05.2011 |
Преобразователи пьезоэлектрические ультразвуковые, П111, П112, П121, П122, П211, П221 серии "Север" ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
1 год | |
|
26078-03 01.12.2008 |
Установки ультразвукового контроля сортового проката автоматизированные, ВОЛНА-7 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
1 год | |
|
26078-08 01.04.2013 |
Установки ультразвукового контроля сортового проката автоматизированные, ВОЛНА-7 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
ОТ |
1 год |
|
26217-03 01.01.2009 |
Установки ультразвукового контроля сварного шва и концов труб автоматизированные, ВОЛГА-16-002 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
1 год | |
|
26217-07 01.05.2012 |
Установки ультразвукового контроля сварного шва и концов труб автоматизированные, ВОЛГА-16-002 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
1 год | |
|
26217-12 30.10.2027 |
Установки ультразвукового контроля сварного шва и концов труб автоматизированные, ВОЛГА-16-002 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
ОТ МП |
1 год |
|
26566-04 01.04.2009 |
Комплекты мер для ультразвуковой дефектоскопии, КСО-СЕВЕР ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
2 года | |
|
26566-07 01.08.2012 |
Комплекты мер для ультразвуковой дефектоскопии, КСО-СЕВЕР ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
2 года | |
|
32220-06 01.07.2011 |
Установки ультразвукового контроля сплошности листового проката автоматизированные, СЕВЕР-5-32 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
1 год | |
|
36319-07 01.12.2012 |
Установки ультразвукового контроля литых и катаных заготовок автоматизированные, ДНЕПР-1-600 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
1 год | |
|
43182-09 01.01.2015 |
Системы контроля кривизны труб автоматизированные, МИАСС-1 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
ОТ |
1 год |
|
43183-09 01.01.2015 |
Меры кривизны труб, МКТ-1420 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
ОТ |
2 года |
|
52476-13 23.01.2018 |
Комплексы автоматизированного измерения геометрических параметров электросварных труб и их заготовок, Geom-metric ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
ОТ |
1 год |
|
52613-13 01.02.2018 |
Комплекты мер моделей дефектов электросварных труб, МГП-1420 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
ОТ |
2 года |
|
56984-14 12.03.2024 |
ЭМА-толщиномеры портативные, UltraSonic-R ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
ОТ |
1 год |
|
83085-21 20.09.2026 |
Установки автоматизированного измерения геометрических параметров листового проката, "GEOMETRIX-PL" ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
ОТ МП |
1 год |
|
83660-21 |
Установка автоматизированного ультразвукового контроля рельсов эхо-импульсным методом, NORDISCAN-RAIL-100 ООО "Компания "Нординкрафт" (РОССИЯ Вологодская обл., г. Череповец) |
ОТ МП |
1 год |
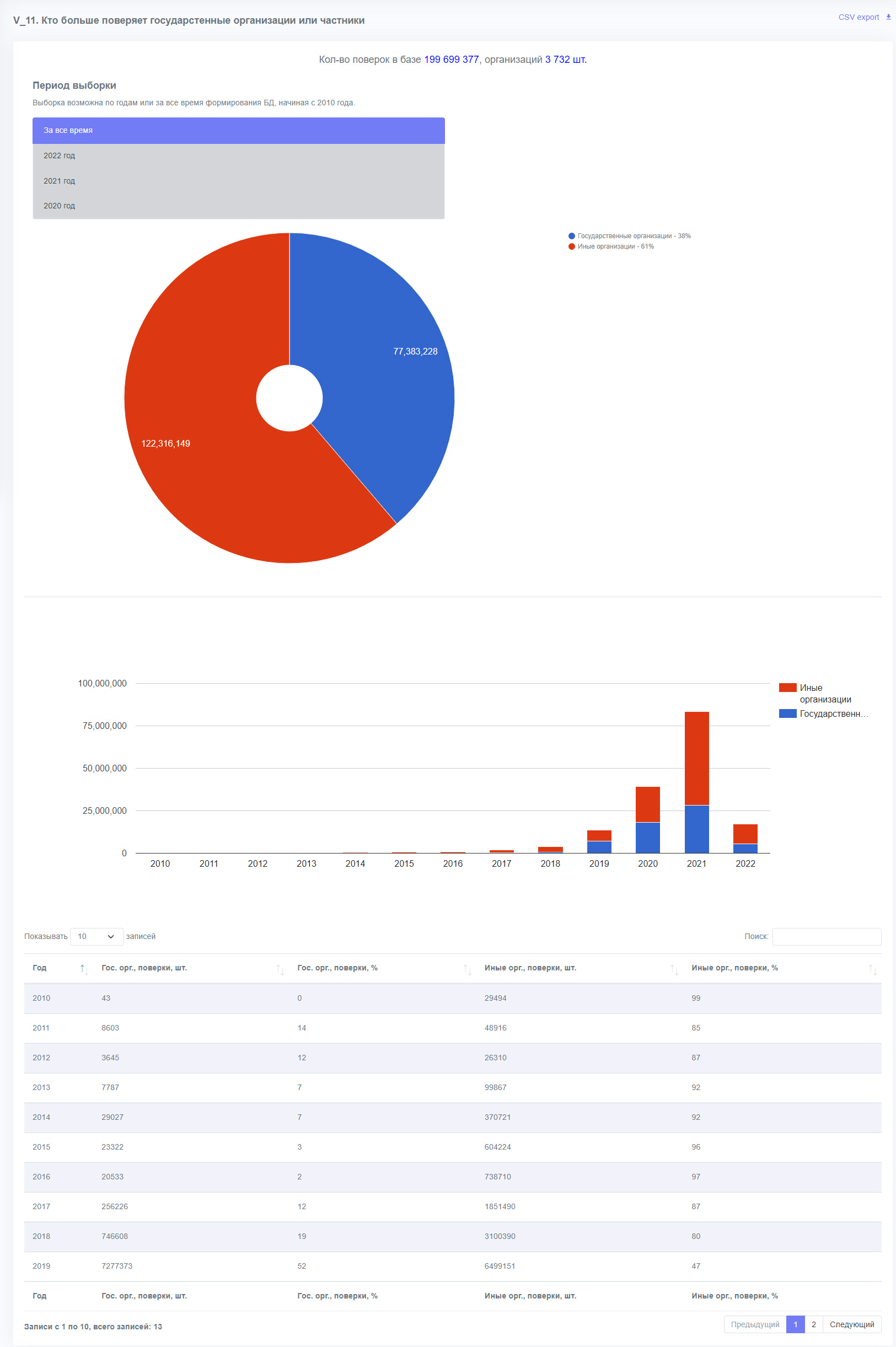
Отчет "Госы VS частники" показывает в динамике по годам пропорцию в распределении поверок между частными и государственными организациями.
Предварительная сортировка организаций с государственной формой собственности осуществлялась по вхождениям таких ключевых слов, как: фгуп, гбу, казен, российск, муницип и др (более 24 ключевых словосочетаний).
Заявленное количество организаций-поверителей - более 3800 шт., но при этом из реальное значение не превышает и 2 тысяч. Существование дубликатов организаций вызвано разницей в написании наименований и преобразовании форм собственности организаций за все время ведения федерального фонда.
Отчет строится по данным о поверках, переданных в ФГИС АРШИН за период начиная с 2010 года и состоит из таблицы с функцией поиска и сортировки по любой из колонок и круговой диаграммы, визуализирующей данные, представленные в таблице.
Кто поверяет Установки ультразвукового контроля сварного шва и концов труб автоматизированные (ВОЛГА-16-002)
| Наименование организации | Cтатус | Поверенные модификации | Кол-во поверок | Поверок в 2024 году | Первичных поверок | Периодических поверок | Извещений | Для юриков | Для юриков первичные | Для юриков периодические |
|---|---|---|---|---|---|---|---|---|---|---|
| УРАЛЬСКИЙ НИИ МЕТРОЛОГИИ (RA.RU.311473) | РСТ | 2 | 0 | 2 | 0 | 2 | 0 | 2 |
Стоимость поверки Установки ультразвукового контроля сварного шва и концов труб автоматизированные (ВОЛГА-16-002)
| Организация, регион | Стоимость, руб | Средняя стоимость |
|---|---|---|
|
ФБУ Кузбасский ЦСМ Кемеровская область |
6733 | 7070 |
|
ФБУ Томский ЦСМ Томская область |
7407 | 7070 |
Программное обеспечение
В состав программного обеспечения вычислительного комплекса установки ультразвукового контроля (ВК УУЗК) входит микропрограммное обеспечение блоков аппаратной обработки (АЦП) и программное обеспечение пользовательского интерфейса работы с ВК УУЗК.
Микропрограммное обеспечение блоков аппаратной обработки содержит конфигурацию программируемой логической интегральной схемы (ПЛИС), которая определяет алгоритмы обработки исходных сигналов, полученных с датчиков.
Программное обеспечение (ПО) пользовательского интерфейса служит для управления работой комплекса и отображения результатов обработки сигналов.
Метрологически значимая часть ПО содержится в файлах микропрограммного обеспечения конфигурации ПЛИС АЦП. Эти файлы размещены в постоянном запоминающем устройстве (ПЗУ) блока АЦП, не имеют возможности чтения, изменения и могут быть только перезаписаны. Идентификационные данные исходных файлов микропрограммного обеспечения приведены в таблице 1.
Таблица 1.
|
Наименование программного обеспечения |
Идентификационное наименование программного обеспечения |
Номер версии (идентифика ционный номер) программного |
Цифровой идентификатор программного обеспечения (контрольная сумма исполняемого кода) |
Алгоритм вычисления цифрового идентификатора программного обеспечения |
|
Файл аппаратной конфигурации ПЛИС блока АЦП |
Adc7C.sof |
1.4 |
803f1a9a8b444dc49f 2bb36ef1fce67a |
MD5 |
|
Микропрограмма процессора ПЛИС блока АЦП |
Adc7C.elf |
1.4 |
273e58bc39d327655d 9e06623de1f14d |
MD5 |
|
Файл аппаратной конфигурации ПЛИС блока ФСИ |
Fs6.sof |
1.4 |
2a2e18de5e7a6ebd6c 8cc967aadd7fee |
MD5 |
|
Микропрограмма процессора ПЛИС блока ФСИ |
Fs6.elf |
1.4 |
7af8b71e8074b0857c 2fad827a855c3c |
MD5 |
Проверка цифрового идентификатора производится программой ВК УУЗК путём считывания номера версии и вычисления цифрового идентификатора. При несовпадении номера версии или цифрового идентификатора работа оборудования блокируется.
Знак утверждения типа
Знак утверждения типананосится на таблички (шильдики) отдельных блоков и шкафов установки и на титульном листе паспорта методом печати.
Сведения о методиках измерений
Сведения о методиках (методах) измерений
Сведения о методах измерений приведены в Руководстве по эксплуатации РЭ 4276-17010553510-07, раздел 1.1.5.
Нормативные и технические документы
Нормативные и технические документы, устанавливающие требования к установкам ультразвукового контроля сварного шва и концов труб автоматизированным «ВОЛГА-16-002»
Технические условия «Установка ультразвукового контроля сварного шва и концов труб автоматизированная «ВОЛГА-16-002» ТУ 4276-170-10553510-07.
Поверка
Поверкаосуществляется по документу: методика поверки (раздел 3.4, Руководство по эксплуатации «Установка ультразвукового контроля сварного шва и концов труб автоматизированная «ВОЛГА-16-002» РЭ 4276-170-10553510-07), утвержденная ГЦИ СИ ФГУП «ВНИИОФИ» в сентябре 2012 г.
Основные средства поверки:
-
1. Осциллограф универсальный С1-126 (полоса пропускания 100 МГц, диапазон измеряемых размахов напряжений импульсных радиосигналов 4 мВ - 300 В и длительностью от 8 нс до 2 с, пределы основной относительной погрешности измерения амплитуды напряжения ±3 %);
-
2. Контрольный образец № 2 из комплекта контрольных образцов и вспомогательных устройств КОУ-2 (высота 59 мм; боковые цилиндрические отверстия диаметром 2 и 6 мм);
-
3. Мера «СОП-NK-1» из комплекта мер для ультразвуковой дефектоскопии КСО-СЕВЕР (фрезерованные проточки 6,0 х 0,7 (2,7) (5,0) х 60 ... 150 мм);
-
4. Мера «С'ОП-М<-2» из комплекта мер для ультразвуковой дефектоскопии КСО-СЕВЕР (фрезерованные плоскодонные пазы шириной 3,2 мм под углом 45° к кромкам, плоскодонные выборки площадью от 20 см2 до 100 см2, три группы плоскодонных отверстий диаметром 3,2, 5 и 8 мм с шагом от 5 до 15 мм, десять групп плоскодонных отверстий диаметром 3,2, 5 и 8 с шагом от 5 до 15 мм протяженностью 120 мм под углом 30° к кромкам по периметру листа, группа плоскодонных отверстий диаметром 8 мм с шагом от 5 до 15 мм с конфигурацией «N<», глубина паза и плоскодонных отверстий составляет от 10 до 90 % толщины проката).
Изготовитель
Общество с ограниченной ответственностью «Компания «Нординкрафт» (ООО «Компания «Нординкрафт»).
Адрес: 162626, Вологодская обл., г. Череповец, ул. Годовикова, д. 12. Тел./факс: (8202) 31-30-09
E-mail: tech@nordinkraft.com; www.nordinkraft.com
Испытательный центр
Государственный центр испытаний средств измерений ФГУП «ВНИИОФИ», аттестат аккредитации № 30003-08.Адрес: 119361, г. Москва, ул. Озерная, 46
Тел. 4 37-33-56; факс 437-31-47
E-mail: vniiofi@vniiofi. ru
Установки представляют собой устройство, осуществляющие ультразвуковую дефектоскопию сварного шва, основного металла, околошовной зоны и концов прямошовных и спиральношовных электросварных труб в технологическом режиме трубопрокатных станов в соответствии с заданными стандартами и нормами качества.
В установках использованы методы ультразвуковой дефектоскопии , основанные на прохождении, отражении и трансформации ультразвуковых колебаний в металлах.
Установки включают в себя три условно-независимые системы ультразвукового контроля:
-
- систему контроля сварного шва и околошовной зоны ( СКШ);
-
- систему контроля основного металла трубы (СКОМ);
-
- систему контроля основного металла концов труб (СКК ).
Конструкция установок включает в себя механическое оборудование, обеспечивающее перемещение труб в зоне контроля; пневматические и гидравлические системы, обеспечивающие позиционирование блоков акустических преобразователей; оборудование автоматики, электронную аппаратуру, управляющий вычислительный комплекс.
Установки имеют от одного до четырех измерительных модулей, состоящих из 4 - 60 ультразвуковых пьезоэлектрических или электромагнитно - акустических преобразователей. Прозвучивание осуществляется по всей толщине трубы и сварного соединения.
Рисунок 1. Общий вид установки.
Рисунок 2. Система контроля основного металла концов труб.
Рисунок 3. Система контроля сварного шва и околошовной зоны.
Установки обеспечивают чувствительность к дефектам эквивалентным диаметру плоскодонного отражателя 3 мм (СКК, СКОМ) и эквивалентным по отражающей способности фрезерованной проточке глубиной 0,2 мм и длиной 50 мм, выполненной вдоль и поперек оси сварного шва на внутренней и наружной поверхности трубы (СКШ).
На каждую дефектную трубу распечатывается протокол контроля со схемой расположения дефектов (дефектограммой). Дефектные сечения трубы отмечаются краской.
Все системы связаны с единым управляющим вычислительным комплексом (УВК), который координирует их работу, осуществляет управление информационными потоками, организует процесс контроля, сбор, обработку, представление и хранение его результатов.
УВК организует контроль в соответствии с установленными правилами отбраковки. Кроме того, УВК осуществляет:
- оперативную диагностику ;
- сортировку труб на 4 кармана;
- отображение информации о дефектных зонах , сопровождение их изображения на мнемосхеме;
- классификацию несплошностей на "допустимые" и "недопустимые";
- сигнализацию недопустимых дефектов и выдачу управляющего сигнала на включение дефектоотметчика;
- печать протоколов контроля, архивирование и хранение данных (в состав УВК входит магнитооптический накопитель);
- связь с ЭВМ высшего уровня .
|
В комплект поставки входит следующее оборудование. Установка «ВОЛГА-16-002» |
1 шт. |
|
Техническая документация:
|
1 экз. 1 экз. 1 экз. 1 экз. 1 комплект 1 комплект |
|
Наименование параметра |
Значение параметра |
|
Диапазон частоты заполнения зондирующих импульсов, МГц: - для СКШ; |
От 0,5 до 1,5 |
|
- для СКОМ и СКК; |
От 4 до 10 |
|
Отклонение частоты заполнения зондирующих импульсов от номинального значения для СКШ, СКОМ и СКК, %: |
±10 |
|
Угол ввода ультразвуковых колебаний, ... ° : |
От 0 до 90 |
|
Отклонение углов ввода от номинального значения, . ° , не более: |
±3 |
|
Диапазон ширины активной зоны преобразователей (по уровню 6 дБ), мм: |
От 10 до 20 |
|
Отклонение значений ширины активной зоны преобразователей (по уровню 6 дБ), мм: |
± 2 |
|
Запас чувствительности системы контроля по отношению опорный сигнал/шум, дБ, не менее: - для СКШ; |
20 ± 2 |
|
- для СКК и СКОМ; |
40 ± 2 |
|
Условная чувствительность, дБ: - для СКШ (поперечные дефекты); |
4 ± 2 |
|
- для СКШ (продольные дефекты); |
8 ± 2 |
|
- для СКК и для СКОМ; |
10 ± 2 |
|
Диапазон измерения координаты (глубины залегания) дефекта, мм: |
От 1 до 50 |
|
Пределы допускаемой абсолютной погрешности измерения координаты (глубины залегания) дефекта, не более, мм: |
± 0,2 |
|
Масса, кг, не более: - общая масса механического оборудования; |
3600 |
|
- общая масса электронного оборудования; |
300 |
|
- общая масса оборудования автоматики; |
1000 |
|
Габаритные размеры механической части установки, мм, не более:
|
3400 4000 2800 |
|
Мощность, потребляемая от сети, кВт: - 3 ф. (~380 В); |
30 |
|
- 1 ф. (~220 В); |
6 |
|
Условия эксплуатации установки:
|
От минус 20 до плюс 80 От плюс 5 до плюс 30 75 0,5 0,2 |